Sklejka brzozowa do lasera: Kompletny przewodnik po wyborze i obróbce (2026)
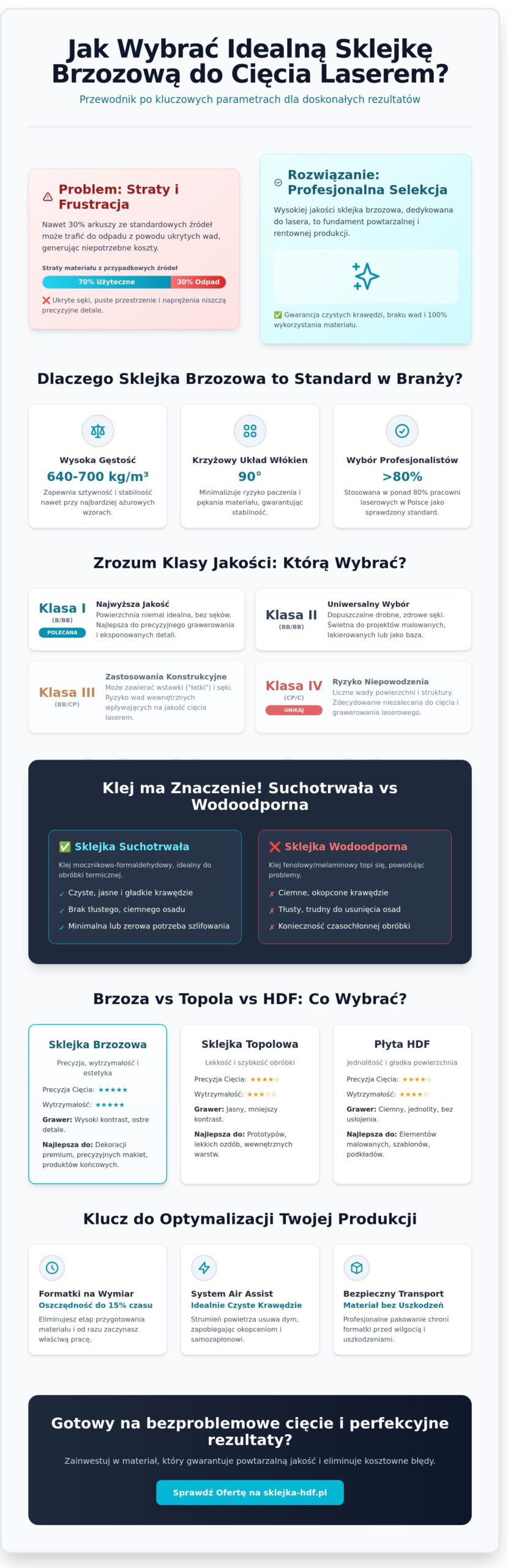
Czy wiesz, że według analiz warsztatowych nawet 30% arkuszy pochodzących z przypadkowych źródeł kończy jako odpad przez ukryte wewnątrz sęki i puste przestrzenie? Każdy operator plotera zna ten moment frustracji, gdy precyzyjnie zaprojektowany detal niszczy nagłe przypalenie lub niedocięcie wynikające z wadliwej struktury drewna. Wybór odpowiedniego surowca, jakim jest profesjonalna sklejka brzozowa do lasera, to nie tylko kwestia estetyki, ale przede wszystkim fundament ekonomii Twojej produkcji. Rozumiemy, że nic tak nie obniża rentowności jak konieczność żmudnego szlifowania okopconych krawędzi czy poprawianie projektów, które powinny być idealne zaraz po wyjęciu z maszyny.
W tym przewodniku dowiesz się, jak wyeliminować techniczne przeszkody i wybrać materiał do cięcia laserem CO2, który zagwarantuje czyste krawędzie oraz precyzję w każdym cyklu pracy. Przedstawimy konkretne parametry klasyfikacji jakościowej oraz wyjaśnimy, dlaczego formatki docięte pod wymiar Twojego pola roboczego pozwalają oszczędzić do 15% czasu przy przygotowaniu produkcji. Przeanalizujemy standardy obowiązujące w 2026 roku, które ułatwią Ci zachowanie pełnej powtarzalności detali bez względu na wielkość zamówienia.
Najważniejsze Wnioski
- Dowiedz się, dlaczego specyficzna gęstość i krzyżowy układ włókien brzozy gwarantują najwyższą precyzję detali oraz wyjątkową trwałość gotowych produktów.
- Poznaj techniczne różnice między klasami jakości i zrozum, dlaczego suchotrwała sklejka brzozowa do lasera jest jedynym bezpiecznym wyborem dla Twojej maszyny.
- Odkryj rzetelne porównanie brzozy, topoli oraz płyt HDF, które pomoże Ci świadomie decydować o budżecie i estetyce każdego projektu.
- Zdobądź konkretne wytyczne dotyczące optymalizacji parametrów cięcia i roli systemu Air Assist w uzyskiwaniu idealnie czystych krawędzi bez okopceń.
- Sprawdź, jakie korzyści daje zakup formatek dociętych na wymiar u dystrybutora i jak profesjonalne pakowanie chroni surowiec podczas transportu do Twojej pracowni.
Dlaczego sklejka brzozowa do lasera to standard w branży dekoracyjnej?
Współczesna branża dekoracyjna opiera się na materiałach, które łączą naturalną estetykę z przewidywalnością techniczną. sklejka (plywood) brzozowa to materiał kompozytowy powstający z nieparzystej liczby cienkich arkuszy drewna, nazywanych fornirami. Kluczowym elementem jej budowy jest krzyżowy układ włókien. Każda kolejna warstwa jest obrócona o 90 stopni względem poprzedniej, co drastycznie zwiększa odporność na pękanie i paczenie się materiału. Wybór tego surowca przez ponad 80% pracowni laserowych w Polsce wynika z jego wysokiej gęstości, oscylującej w granicach 640-700 kg/m³. Taka struktura sprawia, że sklejka brzozowa do lasera zachowuje sztywność nawet przy realizacji bardzo ażurowych i skomplikowanych wycięć.
Materiał ten stał się fundamentem produkcji personalizowanych dodatków. Znajduje zastosowanie w tworzeniu:
- topperów tortowych o grubości 3mm,
- ażurowych zaproszeń i kart okolicznościowych,
- precyzyjnych makiet architektonicznych w skali 1:50 i 1:100,
- pudełek prezentowych i systemów przechowywania.
Właściwości mechaniczne sklejki brzozowej
Wytrzymałość na zginanie zależy bezpośrednio od dobranej grubości formatki. Sklejka o grubości 3mm jest elastyczna, co pozwala na tworzenie lekko zakrzywionych elementów, natomiast arkusze 6mm zapewniają stabilność niezbędną w konstrukcjach samonośnych. Jednolita struktura wewnętrzna brzozy eliminuje ryzyko napotkania pustych przestrzeni wewnątrz płyty. Gwarantuje to pełną powtarzalność projektów, co jest kluczowe przy zleceniach wysokonakładowych. Stabilność materiału przy dużych powierzchniach grawerowania sprawia, że arkusz nie odkształca się pod wpływem punktowego oddziaływania wysokiej temperatury wiązki lasera.
Estetyka i wykończenie powierzchni
Jasny, niemal mleczny odcień drewna brzozowego stanowi idealne tło dla ciemnego, zwęglonego graweru. Ten naturalny kontrast pozwala na uzyskanie czytelności nawet bardzo drobnych czcionek o wysokości 2-3 mm. W profesjonalnej obróbce najczęściej stosuje się klasy jakości 1/2 (znane również jako B/BB), gdzie strona lica jest niemal całkowicie wolna od sęków, zdrowych zrostów czy przebarwień. Powierzchnia po cięciu jest gładka i doskonale przyjmuje różnorodne formy wykończenia. Można ją malować farbami akrylowymi, lakierować na wysoki połysk lub bejcować, co pozwala na imitację droższych gatunków drewna, takich jak orzech czy dąb, przy zachowaniu niskich kosztów surowca.
Klasy i parametry techniczne: Jaką sklejkę wybrać pod laser?
Wybór odpowiedniego materiału to fundament powtarzalnych efektów w profesjonalnej obróbce CNC. Sklejka brzozowa do lasera musi spełniać rygorystyczne normy techniczne, które gwarantują czyste krawędzie, brak zwęgleń oraz minimalne zadymienie podczas pracy. Kluczowe znaczenie ma tutaj selekcja arkuszy pod kątem wad wewnętrznych oraz precyzyjny dobór rodzaju zastosowanego spoiwa.
Klasyfikacja sklejki (E, 1, 2, 3)
Jakość powierzchni zewnętrznej definiują klasy, które bezpośrednio wpływają na estetykę finalnego produktu. Wyróżniamy cztery główne stopnie selekcji:
- Klasa 1 (I) – to najwyższy standard komercyjny. Powierzchnia jest niemal idealna, pozbawiona sęków otwartych i przebarwień. Jest to rozwiązanie dedykowane do grawerowania skomplikowanych grafik, gdzie jednolita struktura drewna decyduje o kontraście i czytelności detali.
- Klasa 2 (II) – dopuszcza drobne, zdrowe sęki oraz minimalne zmiany barwy. Sprawdza się doskonale w projektach, które będą malowane, bejcowane lub lakierowane.
- Klasy 3 i 4 (III, IV) – te materiały rzadko nadają się do precyzyjnego cięcia. Często zawierają one wewnętrzne wstawki, tzw. łódki, oraz puste przestrzeni w środkowych warstwach. Takie defekty powodują, że wiązka lasera traci ostrość lub nie przecina materiału na wylot, co generuje straty w surowcu.
Rodzaj kleju a „czystość” cięcia
W obróbce termicznej kluczowe znaczenie ma zastosowanie sklejki suchotrwałej. Wykorzystuje ona kleje mocznikowo-formaldehydowe, które pod wpływem wysokiej temperatury nie topią się tak intensywnie jak spoiwa wodoodporne. Zastosowanie sklejki wodoodpornej w ploterze CO2 skutkuje powstaniem tłustego, ciemnego i trudnego do usunięcia osadu na krawędziach. Potwierdzają to liczne badania nad cięciem drewna laserem, wskazujące na bezpośrednią zależność między składem chemicznym spoiwa a jakością karbonizacji krawędzi.
Bezpieczeństwo pracy operatora zapewnia norma emisji formaldehydu E1. Oznacza ona niską zawartość substancji lotnych, co przy sprawnej wentylacji chroni zdrowie i zapobiega osadzaniu się szkodliwych substancji na optyce maszyny. Wybierając materiał, należy zawsze weryfikować certyfikaty higieniczności dostawcy.
Wilgotność i grubości materiału
Optymalna wilgotność sklejki brzozowej powinna mieścić się w przedziale od 8% do 12%. Zbyt suche arkusze stają się kruche, natomiast nadmierna wilgoć sprzyja odkształceniom po wyjęciu gotowych elementów z maszyny. W sektorze usług laserowych najczęściej stosuje się następujące grubości:
- 3mm – 4mm: standard w produkcji topperów, zaproszeń i drobnych dekoracji.
- 5mm – 6mm: idealna grubość do pudełek, organizerów i modeli technicznych.
- 8mm – 10mm: wykorzystywane do elementów konstrukcyjnych i liter przestrzennych.
Jeśli szukasz materiałów o stabilnych parametrach technicznych, sprawdź ofertę na sklejka-hdf.pl, gdzie znajdziesz arkusze wyselekcjonowane pod kątem wymagań nowoczesnych pracowni laserowych.
Sklejka brzozowa vs topolowa i HDF: Porównanie materiałów
Wybór odpowiedniego podłoża do obróbki termicznej determinuje nie tylko estetykę, ale przede wszystkim trwałość gotowego produktu. W profesjonalnych pracowniach laserowych najczęściej rywalizują ze sobą trzy materiały: sklejka brzozowa, topolowa oraz płyta HDF. Każdy z nich posiada specyficzne parametry techniczne, które wpływają na proces cięcia i grawerowania. Sklejka brzozowa do lasera wyróżnia się najwyższą gęstością, sięgającą 650-700 kg/m³, co bezpośrednio przekłada się na jej sztywność i odporność mechaniczną. Dla porównania, sklejka topolowa jest o około 30% lżejsza, co ułatwia pracę słabszym ploterom, ale ogranicza zastosowanie w konstrukcjach nośnych.
Analiza kosztów wykazuje, że inwestycja w brzozę jest uzasadniona w projektach wymagających precyzyjnych połączeń typu „wpust-trzpień”. Dzięki wysokiej spoistości włókien, właściwości drewna brzozowego pozwalają na zachowanie stabilności wymiarowej z dokładnością do 0,1 mm. Jeśli priorytetem jest niski koszt jednostkowy przy masowej produkcji prostych gadżetów, lepszym wyborem może okazać się HDF. Różnice widać również w estetyce krawędzi. Brzoza po cięciu pozostawia jasnobrązowy, czysty brzeg, podczas gdy materiały o luźniejszej strukturze lub większej zawartości klejów mogą wykazywać tendencję do silnego okopcenia i czernienia.
- Sklejka brzozowa: Wysoka twardość, jasne krawędzie, idealna do mebli i zabawek.
- Sklejka topolowa: Bardzo lekka, szybka w obróbce, podatna na wgniecenia.
- Płyta HDF: Jednorodna struktura, doskonała do grawerowania, ciemne krawędzie po cięciu.
Kiedy wybrać sklejkę topolową?
Sklejka topolowa to materiał pierwszego wyboru w modelarstwie lotniczym i przy produkcji wielkogabarytowych, lekkich dekoracji ściennych. Jej głównym atutem jest szybkość cięcia; laser o mocy 80W radzi sobie z nią o 25% szybciej niż z brzozą o tej samej grubości. Należy jednak pamiętać o jej wadach. Miękkość topoli sprawia, że krawędzie mogą się strzępić przy bardzo drobnych detalach, a gotowe elementy są podatne na uszkodzenia mechaniczne i wilgoć.
Płyta HDF jako alternatywa dla sklejki
Płyta HDF znajduje zastosowanie wszędzie tam, gdzie naturalne usłojenie drewna mogłoby zakłócać czytelność grawerunku. Jej powierzchnia jest idealnie gładka, co pozwala na nanoszenie bardzo szczegółowych grafik i zdjęć z wysoką rozdzielczością DPI. W przypadku czarnego i białego HDF, laser odsłania rdzeń płyty, tworząc efektowny kontrast bez konieczności dodatkowego malowania. Jeśli chcesz dowiedzieć się więcej o specyfice tego materiału, sprawdź nasz artykuł: płyta hdf co to jest. Jest to rozwiązanie budżetowe, które w wielu projektach reklamowych z powodzeniem zastępuje droższe laminaty. Pamiętaj jednak, że sklejka brzozowa do lasera pozostaje bezkonkurencyjna w konstrukcjach, które muszą wytrzymać obciążenia statyczne, takich jak regały czy organizery biurowe.
Optymalizacja cięcia laserem: Parametry i przygotowanie formatki
Efektywne przetwarzanie drewna w technologii CNC wymaga precyzyjnej korelacji między mocą tuby a gęstością surowca. Sklejka brzozowa do lasera o grubości 3 mm zachowuje się odmiennie od arkuszy 6 mm, co wymusza dynamiczną korektę ustawień plotera. Kluczowym czynnikiem gwarantującym jasną krawędź jest system Air Assist. Silny nadmuch powietrza, ustawiony na poziomie 2.0-3.5 bara, skutecznie wypycha produkty spalania ze szczeliny cięcia. Zapobiega to osadzaniu się nagaru na brzegach i chroni optykę przed osmoleniem dymem. To właśnie czystość krawędzi decyduje o tym, czy gotowy produkt będzie wymagał czasochłonnego szlifowania.
Podczas pracy na stole typu plaster miodu operatorzy często spotykają się z problemem odbicia wiązki. Metalowe żebra stołu mogą odbijać energię lasera, co powoduje charakterystyczne nadpalenia na spodniej stronie materiału. Aby wyeliminować to zjawisko, warto stosować dedykowane dystanse lub piny podpierające płytę tylko w miejscach wolnych od ścieżki cięcia. Zapewnia to swobodny przepływ powietrza pod materiałem i gwarantuje nieskazitelną jakość spodu formatki.
Ustawienia plotera dla sklejki 3mm i 6mm
Dobór soczewki zależy bezpośrednio od grubości płyty. Dla sklejki o grubości 3 mm optymalna jest soczewka 1.5 lub 2.0 cala, która generuje najmniejszą plamkę i najcieńszą linię cięcia. Przy grubości 6 mm lepiej sprawdza się soczewka 2.5 cala. Posiada ona dłuższy stożek skupienia, co pozwala zachować pionową ściankę cięcia w głębszych warstwach drewna. Przed każdą nową partią surowca wykonaj test matrycy mocy. Pozwala on wyznaczyć minimalną moc potrzebną do przebicia materiału przy konkretnej prędkości. Pamiętaj, że nawet 5% zabrudzenia soczewki obniża wydajność cięcia o 15-20%. Regularna konserwacja optyki jest więc niezbędna dla zachowania powtarzalności produkcji.
Zamawianie formatek na wymiar pola roboczego
Kupowanie całych arkuszy 1525×1525 mm często generuje problemy logistyczne i wymusza posiadanie dodatkowych maszyn do rozkroju wstępnego. Profesjonalna sklejka na wymiar pozwala na natychmiastowe rozpoczęcie pracy bez generowania zbędnych odpadów. Przy wymiarowaniu formatek warto uwzględnić margines technologiczny o szerokości 5-10 mm na każdym boku. Ułatwia to pozycjonowanie projektu w oprogramowaniu i zapewnia stabilność materiału na krawędziach pola roboczego. Wykorzystanie gotowych formatek skraca czas przygotowania produkcji o średnio 30 minut na każde zlecenie, co bezpośrednio przekłada się na rentowność Twojej pracowni.
Zoptymalizuj proces produkcji w swojej firmie i zamów już teraz precyzyjnie dociętą sklejkę brzozową do lasera.
Gdzie kupić wysokiej jakości sklejkę do lasera z dostawą?
Wybór rzetelnego dostawcy to kluczowy etap, który bezpośrednio wpływa na rentowność produkcji i jakość końcowych wyrobów. Zakup bezpośrednio u dystrybutora, takiego jak sklejka-hdf.pl, eliminuje zbędnych pośredników, co przekłada się na lepszą kontrolę nad warunkami magazynowania surowca. Sklejka brzozowa do lasera wymaga stabilnej wilgotności, by uniknąć wypaczeń utrudniających proces cięcia. Korzystając z oferty profesjonalnego centrum cięcia, otrzymujesz materiał przygotowany do natychmiastowej obróbki.
Bezpieczeństwo transportu stanowi nasz priorytet. Każda partia formatek jest starannie zabezpieczana przed czynnikami zewnętrznymi. Stosujemy wielowarstwowe przekładki z tektury oraz wzmocnienia krawędzi, które chronią narożniki przed obiciem podczas sortowania w firmach kurierskich. Całość przesyłki jest szczelnie owijana folią stretch, co zabezpiecza drewno przed wilgocią atmosferyczną w trakcie dostawy. Dzięki temu sklejka brzozowa do lasera dociera do klienta w nienagannym stanie, zachowując parametry techniczne zadeklarowane przez producenta.
Sklejka-HDF.pl – Twój partner w obróbce drewna
Nasza oferta obejmuje szeroki zakres grubości materiału, co pozwala na realizację zarówno delikatnych ażurów, jak i solidnych konstrukcji meblowych. Dostępne są płyty o grubościach: 3mm, 4mm, 5mm, 6mm, 8mm, 10mm, 12mm, 15mm oraz 18mm. Dysponujemy nowoczesnym parkiem maszynowym, który gwarantuje precyzję cięcia formatki co do 1 milimetra.
- Szeroki wybór klas jakościowych dopasowanych do konkretnych zastosowań.
- Możliwość zamówienia dokładnej liczby sztuk bez konieczności kupowania całych arkuszy.
- Szybka wysyłka na terenie całej Polski, niezależnie od wielkości zamówienia.
Jak złożyć zamówienie na formatki online?
Proces zakupowy w naszym serwisie został maksymalnie uproszczony, aby oszczędzić czas naszych klientów. Po wybraniu odpowiedniego rodzaju materiału wystarczy wpisać pożądane wymiary w milimetrach. System automatycznie wyliczy cenę, uwzględniając aktualne stawki rynkowe w PLN. Jest to rozwiązanie idealne dla firm potrzebujących stałych dostaw oraz hobbystów realizujących jednostkowe projekty.
Warto pamiętać o możliwości łączenia zamówień. W jednym koszyku możesz umieścić zarówno sklejki brzozowe, jak i lakierowane płyty HDF, które doskonale sprawdzają się jako plecy do szafek czy spody pudełek wypalanych laserem. Taka konsolidacja pozwala znacząco obniżyć koszty logistyczne. Jeśli szukasz sprawdzonego surowca, możesz już teraz zamówić sklejkę brzozową do lasera na wymiar i skorzystać z profesjonalnego wsparcia technicznego naszych ekspertów.
Wybierając sklejka-hdf.pl, stawiasz na przewidywalność i solidność. Nasze doświadczenie w branży drzewnej pozwala nam selekcjonować wyłącznie najlepsze partie materiału, które spełniają rygorystyczne normy emisji formaldehydu. Współpraca z nami to gwarancja, że Twój ploter laserowy będzie pracował na materiale czystym, jednorodnym i estetycznym.
Postaw na precyzję i trwałość w obróbce laserowej
Wybór surowca determinuje jakość finalnego produktu oraz efektywność kosztową całego procesu wytwórczego. Sklejka brzozowa do lasera w 2026 roku wciąż dominuje w profesjonalnych pracowniach, oferując idealny balans między wytrzymałością mechaniczną a estetyką wykończenia krawędzi. Kluczowe parametry, takie jak odpowiednia klasa higieniczności oraz selekcja fornirów, bezpośrednio wpływają na czystość cięcia i minimalizację ilości odpadów. Inwestycja w sprawdzony materiał eliminuje ryzyko wystąpienia sęków wewnętrznych, które często blokują wiązkę lasera w mniej jednorodnych płytach.
W sklejka-hdf.pl rozumiemy techniczne aspekty obróbki drewna, dlatego oferujemy szeroki wybór grubości od 3mm do 18mm. Każde zamówienie przechodzi precyzyjne cięcie formatyzujące, co gwarantuje idealne wymiary arkuszy gotowych do natychmiastowego użycia na stole roboczym. Zapewniamy szybką wysyłkę na terenie całego kraju, wspierając płynność logistyczną Twojego biznesu. Profesjonalne przygotowanie formatki to pierwszy krok do uzyskania perfekcyjnych detali w każdym projekcie, niezależnie od stopnia skomplikowania wzoru.
Sprawdź ofertę sklejki brzozowej do lasera i zamów formatki na wymiar!
Wybierz stabilność i jakość, które pozwolą Ci w pełni wykorzystać potencjał Twoich maszyn CNC i laserowych.
Często zadawane pytania o sklejkę brzozową do lasera
Jaka grubość sklejki brzozowej jest najlepsza do lasera?
Najlepszą grubością do większości prac dekoracyjnych i modelarskich są arkusze 3 mm oraz 4 mm. Wybór ten gwarantuje optymalny balans między sztywnością konstrukcji a szybkością obróbki, co przekłada się na niższe koszty eksploatacji urządzenia. Sklejka o grubości 3 mm pozwala na pracę z prędkością o 20% wyższą niż wariant 4 mm przy zachowaniu tej samej mocy tuby CO2.
W przypadku projektów wymagających większej wytrzymałości, takich jak organizatory czy meble dla zwierząt, stosuje się płyty 6 mm. Wymagają one jednak ploterów o mocy minimum 80W, aby uniknąć nadmiernego zwęglenia krawędzi. Przy grubościach powyżej 8 mm proces cięcia staje się znacznie wolniejszy, co zwiększa ryzyko powstania płomienia podczas obróbki.
Czy każda sklejka brzozowa nadaje się do cięcia laserem CO2?
Nie każda płyta dostępna w składach budowlanych jest odpowiednia, ponieważ kluczowe znaczenie ma rodzaj zastosowanego spoiwa. Do obróbki termicznej przeznaczona jest wyłącznie sklejka brzozowa do lasera oznaczona jako suchotrwała (klasa MR), w której stosuje się kleje mocznikowo-formaldehydowe. Standardowe arkusze budowlane często zawierają kleje fenolowe, które pod wpływem wiązki lasera nie przecinają się czysto i emitują toksyczne opary.
Stosowanie niewłaściwego materiału prowadzi do szybkiego zabrudzenia optyki i osadzania się trudnej do usunięcia sadzy na powierzchni drewna. Profesjonalna sklejka do lasera przechodzi proces selekcji, który eliminuje sęki w warstwach wewnętrznych. Dzięki temu wiązka nie napotyka na twarde przeszkody, co zapobiega powstawaniu niedocięć na gotowych elementach.
Jak uniknąć przypalonych krawędzi podczas cięcia sklejki?
Skuteczne wyeliminowanie osmaleń wymaga zastosowania silnego nadmuchu powietrza (Air Assist) o ciśnieniu minimum 2 barów. Strumień gazu natychmiastowo zdmuchuje dym i płomień z punktu styku wiązki z materiałem, co chroni lico płyty przed zabrudzeniem. Ważne jest również zachowanie odpowiedniej odległości soczewki od materiału, aby punkt skupienia lasera znajdował się dokładnie w połowie grubości arkusza.
Dodatkowym zabezpieczeniem jest oklejenie powierzchni papierową taśmą maskującą, która przejmuje na siebie ewentualne zażółcenia powstałe podczas procesu pirolizy. Warto też regularnie czyścić stół o strukturze plastra miodu. Resztki żywicy osadzone na podłożu często odbijają wiązkę lasera, co powoduje powstawanie charakterystycznych „wystrzałów” na spodniej stronie wycinanego elementu.
Czym różni się sklejka suchotrwała od wodoodpornej w kontekście lasera?
Różnica tkwi w składzie chemicznym kleju łączącego warstwy forniru oraz jego reakcji na wysoką temperaturę. Sklejka suchotrwała posiada jasną spoinę, która pod wpływem wiązki lasera odparowuje, pozostawiając czysty, jasnobrązowy brzeg. Jest to materiał dedykowany do użytku wewnątrz pomieszczeń, gdzie wilgotność powietrza nie przekracza standardowych norm pokojowych.
Sklejka wodoodporna wykorzystuje ciemne kleje fenolowe, które są niemal odporne na działanie lasera CO2. Próba ich cięcia kończy się zazwyczaj czarnymi, brudzącymi krawędziami i koniecznością zmniejszenia prędkości posuwu o nawet 50%. W branży laserowej materiał wodoodporny jest unikany, ponieważ drastycznie skraca żywotność soczewek i luster przez gęsty, tłusty dym.
Czy można grawerować w sklejce brzozowej pokrytej lakierem?
Grawerowanie lakierowanej powierzchni jest możliwe, jednak wymaga precyzyjnego dobrania parametrów mocy i prędkości. Wiązka lasera musi najpierw przebić się przez warstwę polimeru, co przy zbyt niskiej prędkości może powodować topnienie krawędzi grawerunku. Najlepsze efekty wizualne uzyskuje się na surowym materiale, który dopiero po obróbce zostaje zabezpieczony lakierem bezbarwnym lub olejem.
Jeśli grawerujesz na gotowym produkcie, wybieraj lakiery na bazie wody, które nie reagują gwałtownie na wysoką temperaturę. Unikaj lakierów grubowarstwowych i chemoutwardzalnych, ponieważ mogą one odpryskiwać wokół wypalonych detali. Przed rozpoczęciem pracy na całym nakładzie wykonaj test na małym fragmencie, aby sprawdzić, czy kontrast między grawerem a tłem jest satysfakcjonujący.
Jak dbać o soczewkę lasera przy częstym cięciu sklejki brzozowej?
Codzienne czyszczenie optyki jest niezbędne, ponieważ pył drzewny i żywica brzozowa osadzają się na soczewce już po 2 godzinach intensywnej pracy. Należy używać wyłącznie czystego alkoholu izopropylowego o stężeniu 99% oraz specjalistycznych, bezpyłowych ściereczek. Zanieczyszczona soczewka pochłania energię wiązki zamiast ją przepuszczać, co prowadzi do jej przegrzania i trwałego uszkodzenia.
Koszt wymiany markowej soczewki ZnSe waha się zazwyczaj od 250 zł do 600 zł, dlatego profilaktyka jest kluczowa dla rentowności pracowni. Oprócz czyszczenia zewnętrznego warto sprawdzać stan uszczelek w głowicy, które zapobiegają przedostawaniu się dymu do wnętrza układu optycznego. Pamiętaj, aby nigdy nie dotykać powierzchni soczewki gołymi palcami, gdyż soki trawienne i tłuszcz zostawiają trwałe ślady.
Gdzie zamówić sklejkę do lasera dociętą na wymiar mojego plotera?
Profesjonalna sklejka brzozowa do lasera dostępna jest w ofercie sklejka-hdf.pl, gdzie realizujemy zamówienia na formatki docięte z dokładnością do 1 mm. Możliwość personalizacji wymiarów arkusza pozwala na pełne wykorzystanie pola roboczego Twojego urządzenia i znaczną redukcję odpadów produkcyjnych. Dostarczamy materiały w najwyższych klasach jakości, które są selekcjonowane pod kątem płaskości.
Zamawiając gotowe formatki, oszczędzasz czas na wstępnym przygotowaniu materiału i unikasz ryzyka uszkodzenia dużych arkuszy podczas transportu. Nasze produkty są przechowywane w kontrolowanych warunkach wilgotności, co zapobiega ich wyginaniu się (tzw. łódkowaniu). Jest to kluczowe przy precyzyjnym cięciu drobnych elementów, gdzie każda nierówność powierzchni wpływa na skupienie wiązki.