Sklejka do prototypów: Kompletny przewodnik po wyborze i obróbce (2026)
Precyzja prototypu technicznego zależy w większym stopniu od stabilności wymiarowej arkusza niż od samej klasy użytego plotera laserowego. Wielu konstruktorów w Polsce codziennie mierzy się z problemem wypaczania cienkich płyt oraz trudnością w uzyskaniu czystych krawędzi podczas cięcia termicznego. Sklejka do prototypów musi spełniać rygorystyczne normy gęstości, aby uniknąć kosztownych poprawek na etapie walidacji projektu. Rozumiemy, że każdy milimetr błędu generuje niepotrzebne wydatki w budżecie wdrożeniowym i zwiększa koszt odpadów przy stosowaniu standardowych arkuszy. Właściwa selekcja surowca pozwala wyeliminować błędy montażowe wynikające z mikroodkształceń, które w sektorze modelarskim potrafią zniweczyć wielogodzinną pracę zespołu projektowego. Zgadzamy się, że stabilność materiału to fundament rzetelnych testów inżynieryjnych.
Niniejszy przewodnik pozwoli Ci dowiedzieć się, jak dobrać idealną sklejkę do prototypowania, aby zoptymalizować koszty R&D i uzyskać najwyższą precyzję wykonania. Dzięki tej wiedzy zminimalizujesz straty materiałowe i znacząco przyspieszysz proces iteracji projektowych. W dalszej części artykułu przeanalizujemy optymalne parametry obróbki mechanicznej, korzyści z zamawiania precyzyjnych formatek na wymiar oraz techniczne aspekty doboru gęstości materiału dla zaawansowanych modeli przemysłowych.
Najważniejsze Wnioski
- Dowiedz się, dlaczego sklejka do prototypów staje się standardem w fazie projektowej, oferując wyższą stabilność wymiarową i wytrzymałość niż popularny druk 3D.
- Poznaj techniczne różnice między sklejką brzozową a topolową, aby precyzyjnie dopasować twardość i wagę materiału do specyfiki Twojej makiety lub modelu.
- Zrozum, kiedy cięcie laserem CO2 przewyższa frezowanie CNC w kontekście uzyskiwania detali o najwyższej precyzji oraz skomplikowanych krawędzi 3D.
- Odkryj potencjał płyty HDF jako ekonomicznej alternatywy, która pozwala znacząco zoptymalizować budżet R&D w początkowej fazie koncepcyjnej.
- Sprawdź, jak zamawianie gotowych formatek na wymiar eliminuje etap wstępnej obróbki, przyspieszając proces budowy prototypu i redukując odpady materiałowe.
Czym jest sklejka do prototypów i dlaczego dominuje w fazie projektowej?
W ujęciu technicznym Czym jest sklejka to materiał kompozytowy o strukturze warstwowej, powstały z nieparzystej liczby arkuszy forniru klejonych krzyżowo. Taka budowa gwarantuje wysoką stabilność wymiarową, która w 2026 roku staje się kluczowym wymogiem w zaawansowanych procesach inżynieryjnych. Sklejka do prototypów skutecznie wypiera tworzywa sztuczne i druk 3D w budowie makiet architektonicznych, ponieważ oferuje znacznie wyższą sztywność przy zachowaniu niskiej masy własnej. W odróżnieniu od polimerów, drewno nie ulega deformacjom termicznym podczas intensywnych testów obciążeniowych.
Zastosowanie tego materiału w szybkim prototypowaniu (Rapid Prototyping) pozwala inżynierom na błyskawiczne przejście od koncepcji cyfrowej do fizycznego modelu funkcjonalnego. Naturalne pochodzenie surowca oraz łatwość recyklingu stanowią istotny atut w nowoczesnym projektowaniu zorientowanym na ekologię. W Polsce, gdzie sektor meblarski i budowlany stawia na zrównoważony rozwój, wykorzystanie sklejki redukuje ślad węglowy prototypu o blisko 60% w porównaniu do makiet wykonanych z żywic syntetycznych.
Zalety sklejki w inżynierii i designie
Najważniejszym parametrem technicznym sklejki jest jej stosunek wytrzymałości do masy. W modelarstwie lotniczym i mechanicznym pozwala to na budowę struktur, które są lekkie, a jednocześnie zdolne do przenoszenia realnych sił fizycznych. Sklejka do prototypów wyróżnia się także wyjątkową podatnością na modyfikacje. Prototyp można w dowolnym momencie skorygować poprzez szlifowanie, klejenie dodatkowych wzmocnień lub malowanie, co zajmuje ułamek czasu potrzebnego na przeprogramowanie i ponowny druk 3D. Dostępność różnych klas jakości (od technicznych klas III/IV po estetyczne klasy I/II) pozwala precyzyjnie dobrać wygląd makiety do celu prezentacji przed inwestorem.
Sklejka vs. inne materiały do makietowania
Porównanie sklejki z tekturą modelarską i spienionym PCV wykazuje znaczną przewagę drewna w zakresie trwałości mechanicznej. Tektura często ulega deformacji pod wpływem wilgotności powietrza powyżej 55%, co w przypadku precyzyjnych makiet architektonicznych prowadzi do błędów skali. Sklejka lepiej oddaje zachowanie końcowego produktu meblowego niż druk 3D, gdyż posiada zbliżony moduł sprężystości i fakturę. Analiza kosztów materiałowych w skali całego procesu projektowego wskazuje, że arkusz sklejki o grubości 3 mm jest często o 40% tańszy niż ekwiwalentna objętość filamentu technicznego, co przy wielkoskalowych projektach generuje oszczędności rzędu kilku tysięcy złotych.
- Stabilność: Brak skurczu materiałowego typowego dla tworzyw termoplastycznych.
- Czas: Obróbka laserowa arkusza o wymiarach 1000×600 mm trwa kilkanaście minut, podczas gdy druk 3D podobnej powierzchni zająłby wiele godzin.
- Personalizacja: Możliwość stosowania różnych gatunków drewna (brzoza, topola) w zależności od wymaganej elastyczności.
Jak dobrać parametry sklejki do konkretnego rodzaju prototypu?
Prawidłowy dobór materiału na etapie projektowania bezpośrednio wpływa na trwałość makiety oraz precyzję testów funkcjonalnych. Sklejka do prototypów występuje w wielu wariantach, które różnią się nie tylko ceną, ale przede wszystkim właściwościami fizykochemicznymi. Wybór między twardym liściastym fornirem a lekkim drewnem miękkim determinuje, czy model wytrzyma obciążenia statyczne, czy posłuży jedynie jako wizualna bryła do oceny ergonomii.
Brzoza czy topola – różnice techniczne
Sklejka brzozowa charakteryzuje się wysoką gęstością, zazwyczaj w przedziale 650–700 kg/m³. Taka struktura sprawia, że materiał jest wyjątkowo odporny na ściskanie i zginanie. Jest to optymalny wybór dla elementów przenoszących naprężenia mechaniczne, takich jak ruchome części maszyn lub ramy konstrukcyjne. Gęste usłojenie brzozy pozwala na precyzyjne wiercenie otworów pod wkręty bez ryzyka rozwarstwienia krawędzi.
Zupełnie inną funkcję pełni sklejka topolowa. Jej gęstość jest znacznie niższa i wynosi około 400–450 kg/m³. Dzięki temu arkusze są lekkie i łatwe w obróbce ręcznej. To idealna baza do tworzenia wielkogabarytowych modeli architektonicznych oraz wypełnień, gdzie masa całkowita prototypu ma kluczowe znaczenie. Inwestycja w droższą sklejkę brzozową jest uzasadniona tylko wtedy, gdy wymagana jest tolerancja wymiarowa poniżej 0,2 mm przy złożonych połączeniach mechanicznych.
Dobór grubości do funkcji elementu
Grubość arkusza musi być ściśle powiązana z planowaną metodą obróbki i przeznaczeniem detalu. W nowoczesnym modelarstwie i inżynierii najczęściej stosuje się następujący podział:
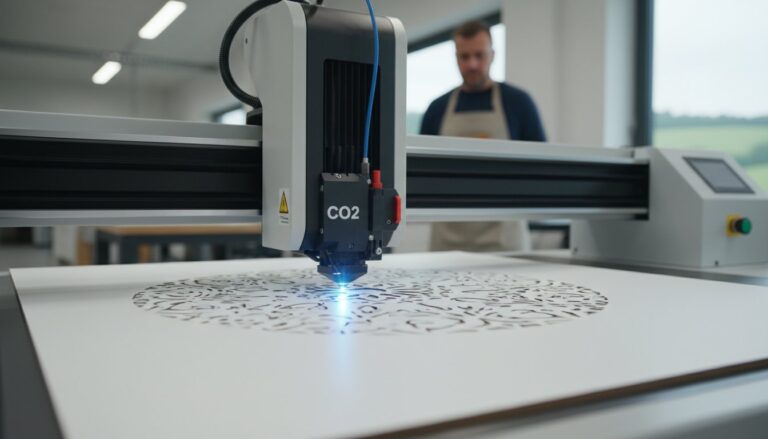
- Sklejka 3 mm i 4 mm: Standard w technologii cięcia laserowego CO2. Pozwala na budowanie lekkich, ażurowych konstrukcji i detali o wysokim stopniu skomplikowania.
- Sklejka 10–12 mm: Wykorzystywana głównie w prototypach mebli, obudowach elektroniki oraz jako elementy nośne w makietach stanowiskowych.
- Sklejka 15–18 mm: Stosowana w modelach wymagających dużej sztywności, które muszą utrzymać ciężar urządzeń lub użytkownika podczas testów użytkowych.
Częstą praktyką jest łączenie różnych grubości w jednym projekcie. Pozwala to na budowanie złożonych mechanizmów, gdzie cienkie arkusze pełnią rolę elastycznych łączników, a grubsze stanowią sztywny szkielet. Najskuteczniejsze metody obróbki sklejki, w tym gięcie na zimno, wymagają użycia cienkich fornirów, które po sklejeniu warstwowym uzyskują pożądaną formę i wytrzymałość.
Dla makiet prezentacyjnych kluczowe znaczenie ma klasa sklejki. Klasa 1/2 (często oznaczana jako B/BB) oferuje czystą powierzchnię bez sęków po stronie licowej, co skraca czas przygotowania modelu do malowania. Przechowywanie materiału w warunkach wilgotności 8–12% zapobiega odkształceniom, które mogłyby zniweczyć godziny pracy na maszynach CNC. Jeśli planujesz budowę wymagającego modelu, odpowiednio dobrana sklejka do prototypów z profesjonalnego składu zapewni powtarzalność wyników i trwałość Twojej konstrukcji.
Najskuteczniejsze metody obróbki sklejki w prototypowaniu
Wybór odpowiedniej technologii wytwarzania bezpośrednio wpływa na funkcjonalność oraz estetykę finalnego modelu. Sklejka do prototypów stawia przed projektantem konkretne wyzwania techniczne, szczególnie w obszarze przygotowania dokumentacji produkcyjnej. Standardem rynkowym pozostaje stosowanie plików wektorowych w formatach DXF lub DWG, gdzie kolory linii precyzyjnie definiują kolejność operacji: grawerowanie, nacinanie oraz cięcie finalne. Nowoczesna cyfrowa fabrykacja ze sklejki pozwala na zachowanie tolerancji wymiarowej rzędu 0,1 mm. Tak wysoka dokładność jest niezbędna przy pasowaniu elementów mechanicznych i tworzeniu ruchomych mechanizmów.
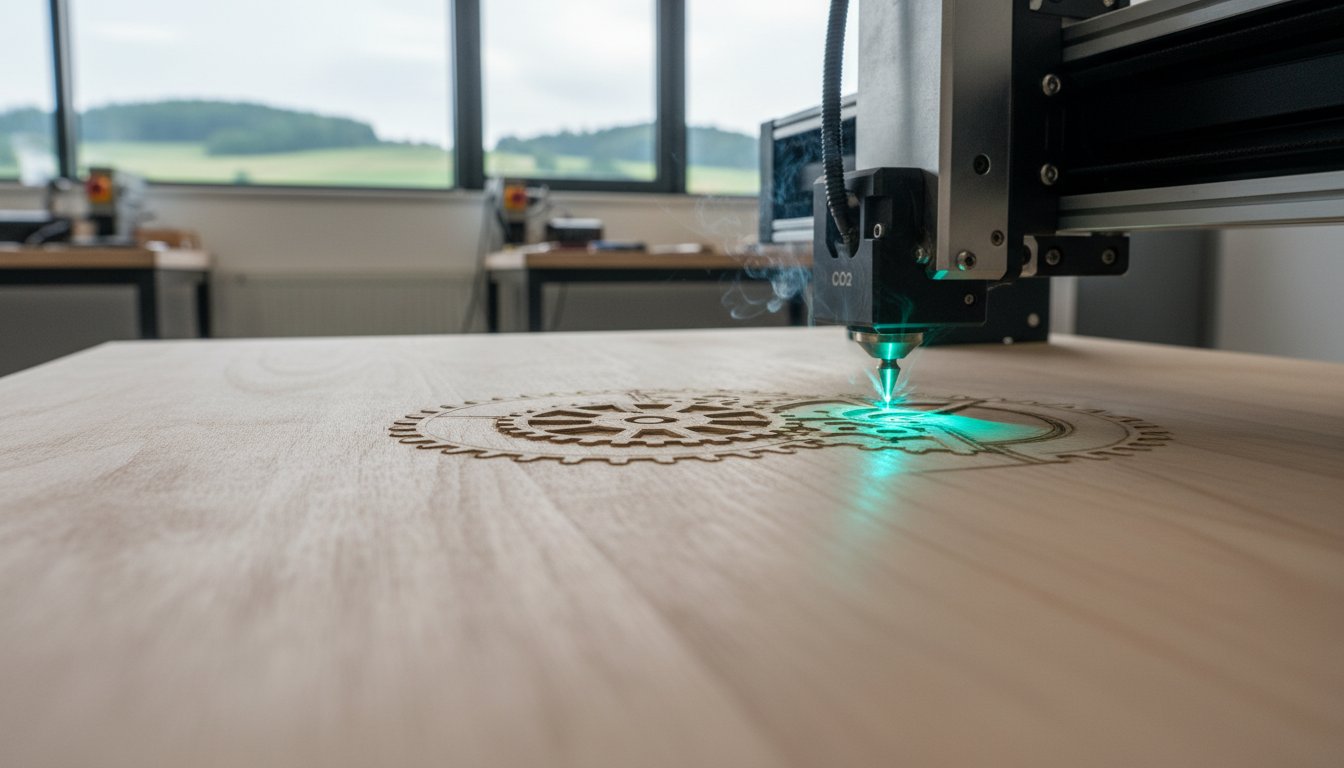
Cięcie laserem sklejki – precyzja i estetyka
Wykorzystanie ploterów laserowych CO2 to najszybsza metoda produkcji detali o skomplikowanej, ażurowej geometrii. Jakość krawędzi zależy w dużej mierze od składu chemicznego spoiwa użytego w arkuszu. Sklejka suchotrwała charakteryzuje się jasnym, miodowym kolorem cięcia, ponieważ jej kleje mocznikowe reagują na wysoką temperaturę bez nadmiernego dymienia. W przypadku sklejki wodoodpornej, obecność żywic fenolowych powoduje powstawanie ciemnego, brudzącego nalotu sadzy na krawędziach. Aby zminimalizować ryzyko nadmiernych przypaleń, profesjonalne warsztaty stosują silny nadmuch powietrza (Air Assist) oraz oklejanie powierzchni materiału taśmą malarską przed obróbką. Naturalne wykończenie po laserze eliminuje potrzebę żmudnego szlifowania, jednak należy pamiętać o zjawisku rzazu (kerf), czyli ubytku materiału o szerokości około 0,2 mm, który trzeba uwzględnić w projekcie połączeń wciskanych.
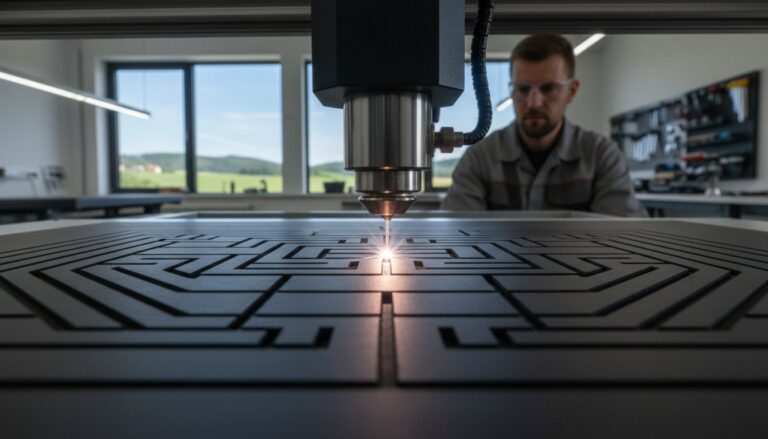
Frezowanie CNC – wytrzymałość i powtarzalność
Technologia CNC dominuje w sytuacjach, gdy prototyp musi przenosić realne obciążenia mechaniczne lub posiadać strukturę trójwymiarową. Frezowanie jest rozwiązaniem bezkonkurencyjnym dla arkuszy o grubości przekraczającej 10 mm, gdzie wiązka lasera traci prostopadłość i powoduje nadmierne zwęglenie rdzenia. Maszyny te pozwalają na wykonywanie precyzyjnych kieszeni, wpustów oraz podfrezowań pod elektronikę, co jest technicznie niemożliwe do osiągnięcia przy obróbce termicznej. Proces ten wiąże się bezpośrednio z zaawansowaną obróbką sklejki, wymagającą doboru odpowiednich parametrów posuwu i obrotów wrzeciona. Główne zalety CNC w procesie prototypowania to:
- Możliwość obróbki krawędzi 3D oraz wykonywania fazowań pod kątem 45 stopni.
- Wysoka sztywność konstrukcji dzięki zastosowaniu głębokich gniazd i zamków stolarskich.
- Brak termicznej degradacji materiału, co ułatwia późniejsze lakierowanie lub bejcowanie modelu.
W fazie wstępnej, gdy liczy się przede wszystkim czas i niski koszt, tradycyjna obróbka manualna pozostaje istotnym uzupełnieniem metod cyfrowych. Ręczne docięcie formatki piłą japońską czy szybkie przeszlifowanie krawędzi pozwala na natychmiastową weryfikację założeń bez konieczności generowania kodu G. Sklejka do prototypów wybacza drobne błędy warsztatowe, a jej warstwowa struktura pozwala na wielokrotne wkręcanie elementów złącznych podczas testów montażowych, co jest przewagą nad kruchymi wydrukami 3D.

Płyta HDF jako alternatywa dla sklejki w szybkim prototypowaniu
Płyta HDF (High Density Fiberboard) o gęstości przekraczającej zazwyczaj 800 kg/m³ stanowi istotne wsparcie w procesach badawczo-rozwojowych. Choć sklejka do prototypów dominuje w konstrukcjach wymagających przenoszenia dużych obciążeń, HDF wygrywa tam, gdzie liczy się absolutna jednorodność materiału. W przeciwieństwie do produktów warstwowych, płyta pilśniowa wysokiej gęstości nie posiada słojów, sęków ani pustych przestrzeni wewnętrznych. Taka struktura gwarantuje powtarzalność obróbki, co jest kluczowe przy testowaniu pasowań mechanicznych w seriach próbnych.
W fazie koncepcyjnej R&D, gdy projekt przechodzi przez kilkanaście iteracji w ciągu tygodnia, koszty materiałowe zaczynają odgrywać główną rolę. Arkusz HDF o grubości 3 mm jest często o 40% tańszy niż jego odpowiednik ze sklejki brzozowej. Pozwala to na swobodne eksperymentowanie bez nadmiernego obciążania budżetu projektu. Gładka powierzchnia HDF idealnie przyjmuje wiązkę lasera, co umożliwia grawerowanie detali z precyzją do 0,1 mm. Jest to wynik często nieosiągalny dla sklejki, gdzie naturalny rysunek drewna może powodować nierównomierne rozproszenie energii lasera.
Porównanie kosztów i właściwości: Sklejka vs HDF
Analiza ekonomiczna przy zamówieniach seryjnych pokazuje, że wybór HDF znacząco redukuje koszt jednostkowy prototypu. Stabilność powierzchniowa tego materiału sprawia, że drobne napisy, logotypy czy podziałki są czytelne nawet przy minimalnej wysokości czcionki. Projektanci często sięgają po kolorowe płyty HDF, głównie czarne i białe. Wykorzystanie gotowej kolorystyki eliminuje etap lakierowania, co skraca czas przygotowania makiety o około 24 godziny potrzebne na utwardzenie powłok malarskich. Sklejka do prototypów pozostaje jednak lepszym wyborem dla szkieletów konstrukcyjnych, które muszą wytrzymać naprężenia zginające.
Zastosowanie HDF w modelarstwie i architekturze
W makietach urbanistycznych surowa płyta HDF ceniona jest za swoją estetykę przypominającą beton lub gładki kamień. Materiał ten doskonale sprawdza się również jako baza pod przyrządy pomocnicze i szablony warsztatowe. Dzięki wysokiej twardości powierzchniowej, krawędzie szablonów z HDF nie zużywają się tak szybko przy kontakcie z łożyskami frezów. W projektowaniu mebli lakierowane płyty HDF służą do symulacji frontów i pleców szaf, dając realny podgląd na finalny wygląd produktu bez konieczności używania drogich płyt laminowanych.
Nowoczesne podejście do budowy makiet często opiera się na rozwiązaniach hybrydowych. Konstruktorzy łączą wytrzymałość sklejki jako szkieletu wewnętrznego z precyzją wykończenia, jaką oferuje poszycie z HDF. Taka synergia pozwala tworzyć modele, które są jednocześnie lekkie, trwałe i wizualnie dopracowane.
Szukasz materiałów do swojego kolejnego projektu? Sprawdź ofertę na płyty HDF i sklejki cięte na wymiar i dobierz surowiec dopasowany do Twoich potrzeb.
Optymalizacja procesu: Sklejka na wymiar i gotowe formatki
Efektywne prototypowanie to nie tylko kwestia doboru surowca, ale przede wszystkim precyzyjne zarządzanie czasem i zasobami warsztatowymi. Wybierając rozwiązanie, jakim jest sklejka na wymiar, projektant eliminuje najbardziej pracochłonny etap przygotowawczy: wstępne rozkrawanie dużych arkuszy. W warunkach studyjnych precyzyjne pocięcie płyty o wymiarach 2500×1250 mm bez profesjonalnej piły panelowej jest trudne i generuje ryzyko błędów wymiarowych. Zamówienie gotowych elementów pozwala pominąć ten krok, co bezpośrednio przekłada się na niższe koszty roboczogodzin.
Profesjonalne cięcie w wyspecjalizowanym zakładzie gwarantuje trzymanie kątów prostych z dokładnością do 0,1 mm. Czyste krawędzie bez wyrwań sprawiają, że sklejka do prototypów trafia na stół montażowy w stanie gotowym do natychmiastowej obróbki wykańczającej lub frezowania CNC. Redukuje to koszty operacyjne o około 15-20% w skali całego projektu. Personel może skupić się na merytorycznych aspektach konstrukcji, zamiast tracić energię na przygotowanie bazy materiałowej i sprzątanie pyłu po wstępnym formatowaniu.
Zalety współpracy z dostawcą formatek online
Nowoczesne platformy sprzedażowe umożliwiają błyskawiczną konfigurację zamówienia. Użytkownik wybiera gatunek drewna, grubość oraz dokładne wymiary, otrzymując natychmiastową wycenę materiału. Taka transparentność ułatwia budżetowanie prototypu już na etapie koncepcji. Dostawcy tacy jak sklejka-hdf.pl oferują dostęp do pełnego spektrum grubości, od 3 mm do 30 mm, w jednym miejscu. Pozwala to na:
- Zamówienie pojedynczych sztuk do testów wytrzymałościowych bez konieczności kupowania całych płyt.
- Szybkie przejście od pojedynczego prototypu do krótkiej serii produkcyjnej przy zachowaniu powtarzalności wymiarów.
- Precyzyjne dopasowanie grubości materiału do specyfiki projektu, co jest kluczowe przy połączeniach typu wpust-czop.
Logistyka i bezpieczeństwo dostaw materiałów
Bezpieczeństwo transportu to krytyczny element logistyki w projektach inżynieryjnych. Formatki są pakowane z użyciem wzmocnionych narożników ochronnych i grubych przekładek tekturowych. Zapobiega to obiciom krawędzi, które mogłyby zdyskwalifikować materiał z użycia w modelach prezentacyjnych. Planując harmonogram prac, należy uwzględnić standardowy czas realizacji, który w Polsce wynosi zazwyczaj od 3 do 5 dni roboczych.
Wybierz profesjonalne zastosowanie sklejki w swoich projektach, aby zoptymalizować każdy etap produkcji. Optymalizacja logistyczna polega również na grupowaniu zamówień. Zamówienie kilku mniejszych formatek w jednej przesyłce znacząco obniża jednostkowy koszt dostawy w porównaniu do transportu wielkogabarytowych arkuszy na paletach. Dzięki temu sklejka do prototypów staje się rozwiązaniem nie tylko precyzyjnym, ale i ekonomicznie uzasadnionym dla biur projektowych o różnej skali działania.
Wybierz precyzję w procesie prototypowania
Wybór odpowiedniego materiału bezpośrednio determinuje sukces procesu projektowego w 2026 roku. Sklejka do prototypów pozostaje bezkonkurencyjna dzięki swojej wysokiej wytrzymałości mechanicznej oraz łatwości obróbki, co pozwala na błyskawiczną weryfikację założeń konstrukcyjnych. Wykorzystanie precyzyjnie dociętych formatów eliminuje błędy montażowe już na wczesnym etapie prac. Optymalizacja kosztów prototypowania zależy od trafnego doboru grubości płyty i minimalizacji odpadów, co jest kluczowe przy krótkich seriach testowych.
Oferujemy szeroki wybór grubości od 3 mm do 18 mm, co zapewnia swobodę w tworzeniu lekkich modeli oraz solidnych baz konstrukcyjnych. Realizujemy cięcie z dokładnością do 1 mm, gwarantując idealne spasowanie wszystkich elementów. Szybka wysyłka na terenie całej Polski sprawia, że Twoje prace projektowe zachowają płynność bez zbędnych przestojów logistycznych.
Zamów precyzyjne formatki sklejki do swojego prototypu i zyskaj pewność, że Twoja wizja techniczna zostanie odwzorowana z najwyższą starannością. Solidny fundament to pierwszy krok do udanego wdrożenia produktu na rynek.
Często zadawane pytania o sklejkę do prototypowania
Jaka sklejka do prototypów jest najlepsza na początek?
Sklejka brzozowa w klasie 2/2 o grubości 3 mm lub 4 mm stanowi optymalny wybór dla osób rozpoczynających pracę nad modelami. Materiał ten charakteryzuje się gęstością na poziomie 640-700 kg/m3, co gwarantuje stabilność wymiarową podczas obróbki mechanicznej. Wybór brzozy pozwala na uzyskanie dużej precyzji detali przy zachowaniu relatywnie niskich kosztów zakupu surowca w fazie testowej.
Czy sklejka 3mm jest wystarczająco sztywna do budowy makiet?
Sklejka o grubości 3 mm wykazuje odpowiednią sztywność dla makiet o wymiarach podstawy do 500×500 mm pod warunkiem zastosowania wewnętrznych żeber wzmacniających. Przy większych konstrukcjach moduł sprężystości wzdłużnej, wynoszący średnio 9000 N/mm2, może okazać się niewystarczający i powodować ugięcia. W takich projektach zalecamy łączenie dwóch warstw materiału lub przejście na arkusze o grubości 5 mm dla zachowania geometrii.
Sklejka brzozowa czy topolowa – co wybrać do cięcia laserem?
Sklejka topolowa jest lepszym rozwiązaniem do szybkiego wycinania laserowego ze względu na niską gęstość wynoszącą około 400-450 kg/m3. Pozwala to na pracę urządzenia z prędkością o 25% wyższą niż w przypadku twardej brzozy, co redukuje koszt roboczogodziny. Jeśli jednak prototyp zawiera drobne, ruchome elementy, sklejka brzozowa będzie lepsza, bo jej krawędzie są znacznie mniej podatne na kruszenie się.
Jak uniknąć wypaczania się sklejki w gotowym prototypie?
Aby zminimalizować ryzyko odkształceń, należy sezonować arkusze w pomieszczeniu o wilgotności 45-55% przez minimum 48 godzin przed rozpoczęciem prac. Sklejka do prototypów powinna zostać zabezpieczona lakierem lub woskiem natychmiast po wycięciu, co ograniczy wymianę wilgoci z otoczeniem. Symetryczne projektowanie układu słojów w elementach klejonych warstwowo redukuje naprężenia wewnętrzne o blisko 40%, stabilizując finalną formę modelu.
Czy płyta HDF może całkowicie zastąpić sklejkę w prototypowaniu?
Płyta HDF o gęstości powyżej 850 kg/m3 może zastąpić sklejkę w modelach wymagających idealnie gładkiej powierzchni i wysokiej powtarzalności wymiarowej. Brakuje jej jednak elastyczności i odporności na pękanie przy zginaniu, którą gwarantuje krzyżowa struktura fornirów brzozowych. HDF sprawdza się doskonale w statycznych obudowach, ale w elementach konstrukcyjnych przenoszących obciążenia sklejka do prototypów pozostaje materiałem bardziej niezawodnym.
Jakie są najczęstsze błędy przy projektowaniu prototypów ze sklejki?
Najpoważniejszym błędem jest ignorowanie tolerancji grubości materiału, która zgodnie z normą PN-EN 315 może wynosić +/- 0,3 mm dla cienkich płyt. Projektowanie połączeń typu wpust-czop bez uwzględnienia tej różnicy skutkuje zbyt luźnym montażem lub koniecznością uciążliwego szlifowania elementów. Kolejnym uchybieniem jest umieszczanie detali o szerokości poniżej 2 mm zbyt blisko krawędzi, co prowadzi do ich pękania podczas eksploatacji modelu.
Gdzie zamówić sklejkę do prototypów z dostawą w całej Polsce?
Profesjonalne materiały z dostawą kurierską można zamówić bezpośrednio w sklepie sklejka-hdf.pl, który obsługuje zamówienia detaliczne i hurtowe. Standardowy czas realizacji wysyłki arkuszy dociętych na wymiar wynosi od 2 do 5 dni roboczych. Wszystkie formatki są zabezpieczane na sztywnych paletach, co eliminuje ryzyko uszkodzeń mechanicznych w transporcie do miast takich jak Warszawa, Poznań czy Gdańsk.
Jak przygotować plik do cięcia sklejki na wymiar?
Plik produkcyjny należy przygotować w formacie wektorowym DXF lub AI, zachowując skalę 1:1 dla wszystkich projektowanych elementów. Linie cięcia powinny mieć kolor czerwony (RGB: 255, 0, 0), a linie grawerowania kolor czarny, z zachowaniem marginesu technologicznego 5 mm od krawędzi formatki. Prawidłowe rozmieszczenie elementów na arkuszu, czyli tak zwany nesting, pozwala zredukować odpady materiałowe o 15%, co obniża finalną cenę prototypu.