Jak uniknąć przypaleń na sklejce? Poradnik czystego cięcia laserem (2026)
Czy wiesz, że za blisko 80% nieestetycznych osmuleń na Twoich projektach odpowiada nie nadmiar mocy urządzenia, lecz zjawisko odbicia wiązki od stołu oraz brak właściwej cyrkulacji gazów? Zapewne znasz to frustrujące uczucie, gdy po wycięciu detali ze sklejki brzozowej, zamiast gotowego produktu, otrzymujesz element wymagający żmudnego szlifowania i brudzący ręce czarną sadzą. Straty materiałowe i czas poświęcony na obróbkę wykańczającą to bariery, które skutecznie obniżają rentowność Twojej pracy.
W tym poradniku dowiesz się, jak uniknąć przypaleń na sklejce, wykorzystując profesjonalne techniki konfiguracji parametrów oraz nowoczesne systemy Air Assist o przepływie do 70 l/min. Poznasz sprawdzone sposoby na uzyskanie idealnie czystych krawędzi, które nadadzą Twoim produktom rzemieślniczą precyzję i profesjonalny wygląd bez konieczności użycia papieru ściernego.
Przeanalizujemy konkretne ustawienia w najnowszej wersji oprogramowania LightBurn v2.1.00, rolę maskowania powierzchni oraz znaczenie doboru odpowiedniej sklejki suchotrwałej, co pozwoli Ci skrócić czas produkcji o co najmniej 30%.
Najważniejsze Wnioski
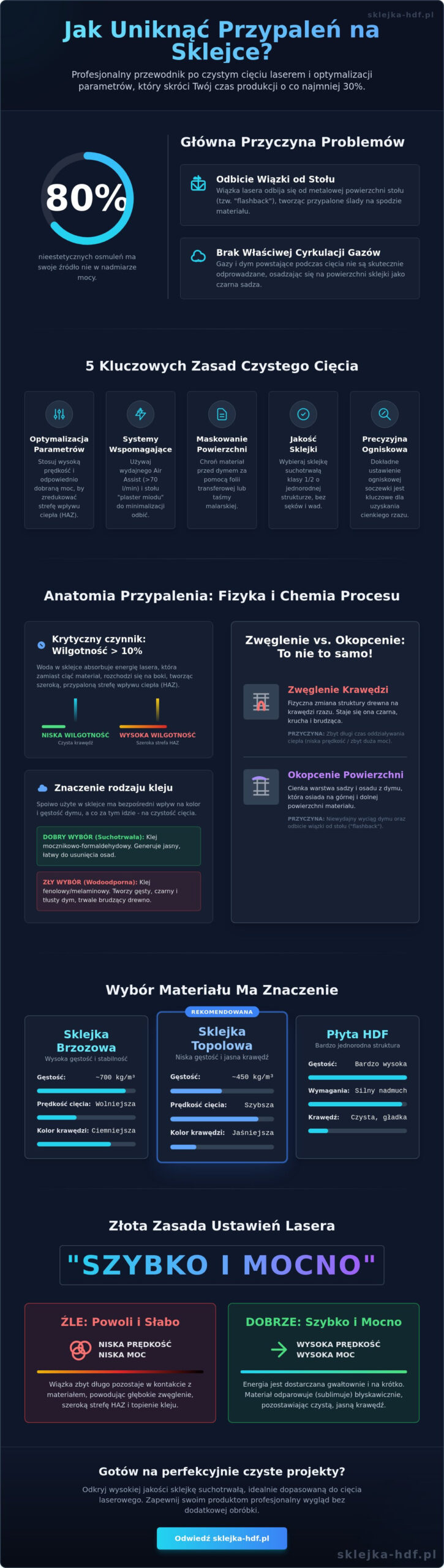
- Optymalizacja parametrów pracy, takich jak wysoka prędkość przy odpowiednio dobranej mocy, pozwala zredukować strefę wpływu ciepła i wyeliminować zwęglenia.
- Dowiesz się, jak uniknąć przypaleń na sklejce poprzez zastosowanie wydajnego systemu Air Assist oraz stołu typu plaster miodu, który minimalizuje odbicia wiązki od podłoża.
- Prawidłowe maskowanie powierzchni folią transferową lub taśmą malarską skutecznie chroni materiał przed osadem z dymu i znacząco skraca czas obróbki wykańczającej.
- Wybór wysokiej jakości sklejki suchotrwałej w klasie 1/2 zapewnia jednorodność struktury, co zapobiega nadmiernemu dymieniu wywołanemu przez sęki i wady wewnętrzne.
- Precyzyjne ustawienie ogniskowej soczewki jest kluczowe dla uzyskania najcieńszego rzazu, co bezpośrednio przekłada się na profesjonalną estetykę i czystość krawędzi.
Dlaczego sklejka przypala się podczas cięcia laserem?
Zrozumienie fizyki obróbki termicznej to pierwszy krok do opanowania techniki czystego krawędziowania. Podstawowa zasada działania cięcia laserowego opiera się na procesie sublimacji, czyli gwałtownym przejściu drewna ze stanu stałego w gazowy. W punkcie styku wiązki z materiałem temperatura przekracza 500 stopni Celsjusza, co inicjuje pirolizę. Jest to chemiczny rozkład drewna bez udziału tlenu, którego efektem ubocznym jest powstawanie węgla drzewnego na krawędziach oraz lotnych produktów gazowych, które widzimy jako dym.
Wielu operatorów zastanawia się, jak uniknąć przypaleń na sklejce, ignorując kluczowy parametr, jakim jest wilgotność materiału. Sklejka o wilgotności powyżej 10% wymaga dostarczenia znacznie większej energii, ponieważ woda absorbuje promieniowanie lasera o długości fali 10.6 μm (typowe dla ploterów CO2). Nadmiar tej energii nie idzie w cięcie, lecz rozchodzi się bocznie w strukturze drewna, powodując rozszerzenie strefy wpływu ciepła (HAZ) i charakterystyczne, brązowe przebarwienia wokół linii rzazu.
Skład chemiczny spoiwa użytego do produkcji formatek ma równie istotny wpływ na estetykę. Sklejka suchotrwała, którą znajdziesz w naszej ofercie, wykorzystuje zazwyczaj kleje mocznikowo-formaldehydowe. Generują one znacznie jaśniejszy i łatwiejszy do usunięcia osad niż kleje melaminowe czy fenolowe stosowane w płytach wodoodpornych, które pod wpływem lasera tworzą gęsty, tłusty i czarny dym, trwale brudzący powierzchnię drewna.
Okopcenie powierzchni vs. zwęglenie krawędzi
Należy wyraźnie rozróżnić dwa zjawiska. Zwęglenie to fizyczna zmiana struktury krawędzi, która staje się czarna i brudząca. Okopcenie to jedynie osad z dymu, który osiada na licu i spodzie materiału. Smog ten powstaje, gdy system wyciągowy nie nadąża z odprowadzaniem gazów. Szczególnie problematyczny jest spód sklejki. To tam dochodzi do odbicia wiązki od metalowego stołu typu plaster miodu, co skutkuje tzw. „flashbackiem” i tworzeniem nieestetycznych, przypalonych kresek na rewersie elementu.
Materiał ma znaczenie: sklejka brzozowa a topolowa
Wybór gatunku drewna determinuje parametry pracy plotera. Sklejka brzozowa 3mm charakteryzuje się wysoką gęstością (ok. 650-700 kg/m3), co wymaga precyzyjnego balansu mocy. Z kolei sklejka topolowa 3mm jest znacznie lżejsza (ok. 400-450 kg/m3) i miększa. Dzięki temu laser przecina ją szybciej, co skraca czas oddziaływania wysokiej temperatury na krawędź. Jak uniknąć przypaleń na sklejce brzozowej o większych grubościach, jak 10mm czy 15mm? Kluczem jest tu selekcja płyt o jednorodnej strukturze wewnętrznej, pozbawionej sęków i pustek, które podczas cięcia powodują nagłe wyrzuty dymu i płomienia.
- Sklejka brzozowa: Większa stabilność, ciemniejsza krawędź, wysoka estetyka graweru.
- Sklejka topolowa: Szybsza obróbka, jaśniejsza krawędź, mniejsza masa gotowego produktu.
- Płyta HDF: Bardzo jednorodna, lecz ze względu na dużą gęstość klejów wymaga silnego nadmuchu.
Kalibracja parametrów plotera: Jak uniknąć przypaleń przez ustawienia?
Precyzyjne ustawienie parametrów pracy to fundament sukcesu w obróbce laserowej. Zastanawiając się, jak uniknąć przypaleń na sklejce, wielu użytkowników popełnia błąd polegający na intuicyjnym obniżaniu mocy przy jednoczesnym spowolnieniu posuwu. W rzeczywistości to strategia prowadząca do nadmiernego zwęglenia krawędzi. Skuteczna obróbka opiera się na zasadzie „szybko i mocno”. Im krótszy jest czas kontaktu wiązki z materiałem, tym mniejsza strefa wpływu ciepła (HAZ), co przekłada się na jasne, estetyczne krawędzie.
Kluczowym aspektem jest również częstotliwość impulsów, określana jako PPI (Pulses Per Inch) lub Hz. Zbyt wysoka częstotliwość powoduje, że energia kumuluje się w jednym punkcie szybciej, niż drewno jest w stanie ją rozproszyć. Prowadzi to do zapłonu gazów pirolitycznych. Z kolei zbyt niskie PPI może skutkować „ząbkowaną” krawędzią. Optymalizacja tych wartości wymaga zrozumienia struktury materiału, ponieważ wpływ klejów w sklejce sprawia, że proces ten różni się od cięcia litego drewna. Spoiwa chemiczne wymagają gwałtownego uderzenia energii, by odparować bez nadmiernego dymienia.
Optymalizacja stosunku mocy do prędkości
Zbyt wolne prowadzenie głowicy to najczęstsza przyczyna powstawania szerokiego, czarnego rzazu. Jeśli Twój laser posiada zapas mocy, zawsze staraj się zwiększać prędkość. Przy gęstych detalach warto stosować funkcję „min power” w narożnikach, co zapobiega wypalaniu dziur w miejscach, gdzie głowica naturalnie zwalnia przed zmianą kierunku. Wysokiej jakości sklejka brzozowa o jednorodnej gęstości pozwala na pracę przy wyższych prędkościach bez ryzyka niedocięć.
Ustawienie ogniska (Focus) a czystość cięcia
Nawet idealne parametry mocy zawiodą, jeśli wiązka nie będzie precyzyjnie skupiona. Rozmyte ognisko zwiększa powierzchnię styku lasera z drewnem, co drastycznie podnosi temperaturę i generuje więcej dymu. Standardowo ognisko ustawia się na powierzchni materiału, jednak przy grubościach powyżej 6mm warto zastosować „focus offset”. Przesunięcie punktu skupienia w głąb materiału (o ok. 1/3 grubości płyty) pozwala uzyskać bardziej prostopadłe i czystsze krawędzie na całej wysokości cięcia.
Aby wyeliminować zgadywanie, każda nowa partia materiału powinna zostać poddana testowi matrycy. Wykonaj prosty projekt składający się z kwadratów 10×10 mm, gdzie każdy element ma przypisaną inną kombinację mocy i prędkości. Taka wizualna mapa parametrów to najskuteczniejszy sposób na to, jak uniknąć przypaleń na sklejce i zoptymalizować czas pracy urządzenia. Pamiętaj o regularnej konserwacji soczewki; nawet cienka warstwa pyłu na optyce potrafi obniżyć efektywną moc lasera o 15-20%, co zmusza operatora do niepotrzebnego zwalniania tempa pracy.
Systemy wspomagające: Air Assist i stół o strukturze plastra miodu
Mechanika plotera odgrywa rolę równie istotną, co precyzyjne ustawienia oprogramowania. Nawet idealnie skalibrowana wiązka lasera wygeneruje osad, jeśli produkty spalania nie zostaną natychmiast usunięte ze strefy roboczej. Rozważając, jak uniknąć przypaleń na sklejce, należy wyjść poza samą optykę i skupić się na dynamice przepływu gazów oraz fizyce kontaktu materiału z podłożem. To właśnie tutaj najczęściej zapadają decyzje o finalnej estetyce spodu i lica formatki.
Rola nadmuchu powietrza (Air Assist)
System Air Assist nie służy wyłącznie do ochrony soczewki przed pyłem. Jego głównym zadaniem jest mechaniczne zdmuchiwanie płomienia i dymu bezpośrednio z punktu styku lasera z drewnem. W profesjonalnych systemach, gdzie przepływ powietrza osiąga wartości rzędu 60-70 l/min, gaz przechodzi przez wąską dyszę, tworząc wysokie ciśnienie. Taki strumień błyskawicznie chłodzi krawędź i wypycha gazy pirolityczne na drugą stronę płyty. Jeśli używasz standardowej pompki akwariowej o niskiej wydajności, dym zamiast zostać przebity przez rzaz, rozchodzi się na boki, tworząc brązowe chmury wokół detali. Zastosowanie wydajnego kompresora pozwala uzyskać krawędź o barwie jasnobrązowej zamiast zwęglonej czerni.
Wentylacja i stół roboczy
Stół o strukturze plastra miodu jest standardem, ale jego niewłaściwe użytkowanie to prosta droga do zniszczenia projektu. Największym wyzwaniem jest tzw. flashback, czyli odbicie wiązki lasera od metalowych ścianek komórek stołu. Gdy laser trafia w metal, energia wraca i wypala charakterystyczne „kropki” na spodzie sklejki. Aby temu zapobiec, warto stosować piny dystansowe lub magnesy neodymowe, które uniosą materiał o 5-10 mm ponad siatkę stołu. Taka przestrzeń pozwala na swobodny przepływ powietrza, co skutecznie eliminuje problem przypaleń od spodu.
Równie ważna jest higiena pracy. Żywice i kleje osadzające się na lamele stołu podczas cięcia materiałów takich jak sklejka brzozowa 3mm, stają się łatwopalne przy kolejnych projektach. Brudny stół to gwarancja tłustych, czarnych śladów, których nie da się usunąć bez głębokiego szlifowania. Regularne czyszczenie podłoża preparatami odtłuszczającymi to najprostszy sposób na to, jak uniknąć przypaleń na sklejce bez inwestowania w drogie systemy chłodzenia gazami technicznymi. Pamiętaj, że wydajny odciąg dymu powinien pracować z taką mocą, by arkusz papieru położony na stole był wyraźnie zasysany do dołu; tylko wtedy masz pewność, że smog nie osiądzie na Twoim produkcie.
- Air Assist: Minimalizuje ryzyko zapłonu i rozjaśnia krawędź cięcia.
- Dystansowanie: Uniesienie materiału o kilka milimetrów eliminuje flashback od stołu.
- Czystość: Usuwanie nagaru ze stołu zapobiega wtórnym zapłonom żywicy.
Metody ochrony powierzchni: Maskowanie i techniki anty-smogowe
Nawet przy perfekcyjnie skalibrowanym systemie Air Assist, lotne produkty pirolizy mogą osiadać na licu materiału w postaci brązowego nalotu. Jest to szczególnie widoczne przy skomplikowanych grawerach, gdzie głowica lasera wielokrotnie przechodzi nad tym samym obszarem. Maskowanie powierzchni to najbardziej bezpośrednia odpowiedź na pytanie, jak uniknąć przypaleń na sklejce w formie nieestetycznego smogu. Polega ono na stworzeniu fizycznej bariery, która przyjmuje na siebie osad z dymu, pozostawiając drewno w nienaruszonym stanie.
W profesjonalnych zakładach rzemieślniczych stosuje się specjalistyczne folie transferowe o słabym kleju akrylowym, które nie wchodzą w reakcję z garbnikami zawartymi w drewnie. Alternatywą jest szeroka taśma malarska. Należy jednak pamiętać o ryzyku, jakie niosą tanie taśmy z silnym klejem kauczukowym. Pod wpływem temperatury lasera klej ten może wniknąć głęboko w pory drewna, tworząc trudne do usunięcia plamy, które stają się widoczne dopiero po nałożeniu lakieru lub bejcy. Jeśli planujesz precyzyjne projekty, sprawdź naszą ofertę na sklejkę brzozową, która dzięki gładkiej powierzchni idealnie współpracuje z metodami maskowania.
Jak prawidłowo maskować sklejkę?
Kluczem do sukcesu jest idealne przyleganie materiału ochronnego. Pęcherzyki powietrza uwięzione pod taśmą to pułapki tlenowe, które podczas cięcia mogą zainicjować mikro-pożary, prowadząc do nadpaleń krawędzi. Do nakładania maskowania najlepiej użyć twardego wałka gumowego, dociskając taśmę od środka ku brzegom arkusza. Wybieraj wyłącznie taśmy papierowe; taśmy foliowe pod wpływem lasera topią się, wydzielając toksyczne opary i brudząc soczewkę urządzenia.
Usuwanie powstałych okopceń (Post-processing)
Jeśli mimo starań na krawędziach pojawił się osad, nie oznacza to straty materiału. Najbezpieczniejszą metodą czyszczenia są gąbki melaminowe, potocznie zwane magicznymi gąbkami. Działają one jak bardzo drobny papier ścierny, usuwając sadzę bez naruszania struktury włókien drewna. Przy silniejszych zabrudzeniach sprawdza się alkohol izopropylowy (IPA), który błyskawicznie rozpuszcza żywice. Należy go jednak stosować oszczędnie, by nie spowodować „rozlania” się czarnego barwnika w głąb jasnej sklejki. W przypadku konieczności szlifowania, używaj papieru o gradacji co najmniej 240, prowadząc go zawsze zgodnie z kierunkiem usłojenia.
Warto również wspomnieć o kontrowersyjnej technice nawilżania drewna. Delikatne spryskanie powierzchni wodą tuż przed cięciem może zredukować powstawanie dymu, jednak niesie ze sobą ryzyko wypaczenia cienkich formatek, takich jak sklejka 3mm. Bezpieczniejszym rozwiązaniem jest stosowanie profesjonalnych sprayów anty-odpryskowych, które tworzą na drewnie cienką warstwę ochronną, łatwą do zmycia po zakończeniu obróbki. To kolejna skuteczna metoda na to, jak uniknąć przypaleń na sklejce przy zachowaniu maksymalnej wydajności pracy.
Wybór odpowiedniej sklejki – fundament estetycznego projektu
Wiele osób poszukujących odpowiedzi na pytanie, jak uniknąć przypaleń na sklejce, skupia się wyłącznie na mechanice lasera, zapominając o najważniejszym elemencie układanki: surowcu. Nawet najbardziej zaawansowany system Air Assist nie zniweluje skutków ubocznych cięcia materiału o niewłaściwym składzie chemicznym. Kluczowym czynnikiem decydującym o czystości krawędzi jest rodzaj zastosowanej spoiny. Sklejka suchotrwała, oparta na klejach mocznikowych, jest jedynym słusznym wyborem do obróbki termicznej. W przeciwieństwie do płyt wodoodpornych, których spoiny fenolowe pod wpływem lasera topią się i generują gęsty, czarny dym, sklejka suchotrwała odparowuje gwałtownie, pozostawiając jasny rzaz.
Drugim aspektem jest budowa wewnętrzna arkusza. Częstym błędem jest kupowanie sklejki niskiej klasy (np. 3/4), gdzie w warstwach wewnętrznych dopuszczalne są sęki i puste przestrzenie. Gdy wiązka lasera trafi na ukryty w środku sęk, gęstość materiału wzrasta lokalnie nawet o 40%. Powoduje to niedocięcia, a konieczność powtórnego przejścia lasera nad tym samym miejscem drastycznie zwiększa ryzyko zwęglenia brzegów. Wybierając materiał w klasie 1/2 lub 2/2, zyskujesz pewność, że rdzeń jest jednorodny, co bezpośrednio przekłada się na powtarzalność parametrów cięcia.
Parametry sklejki idealnej do lasera
Idealny arkusz do obróbki laserowej powinien charakteryzować się trzema cechami. Po pierwsze, jasnym i jednolitym kolorem forniru, który stanowi doskonałą bazę pod grawerowanie o wysokim kontraście. Po drugie, brakiem naprężeń wewnętrznych. Sklejka, która jest wygięta, uniemożliwia prawidłowe ustawienie ogniskowej na całej powierzchni stołu, co skutkuje rozmyciem wiązki i powstawaniem przypaleń w miejscach, gdzie materiał odstaje od podłoża. Po trzecie, istotna jest selekcja drewna; sklejka na wymiar powinna pochodzić z partii dedykowanych do laserów, co gwarantuje minimalną ilość wypełniaczy i szpachli w warstwach zewnętrznych.
Dlaczego warto wybrać Sklejka HDF?
Jako specjaliści w branży drewnopochodnej rozumiemy, że czas to pieniądz. Dlatego nasza sklejka brzozowa 3mm oraz inne grubości są poddawane rygorystycznej selekcji jakościowej. Dostarczamy formatki docięte precyzyjnie pod wymiar Twojego stołu roboczego, co eliminuje problem odpadów i ułatwia stabilne ułożenie materiału na plastrze miodu. Jest to najprostszy sposób na to, jak uniknąć przypaleń na sklejce wynikających z niestabilności arkusza.
Nasze doświadczenie w zakresie obróbki sklejki pozwala nam oferować wsparcie techniczne, którego nie znajdziesz w marketach budowlanych. Wiemy, jak zachowuje się nasz materiał pod różnymi źródłami promieniowania, od laserów diodowych po mocne jednostki CO2. Jeśli chcesz sprawdzić jakość naszych produktów w praktyce, napisz do nas. Chętnie prześlemy darmowe próbki do testów, abyś mógł samodzielnie skalibrować swoje urządzenie i cieszyć się idealnie czystymi krawędziami w każdym projekcie.
- Sklejka brzozowa 3mm: Standard branżowy o najwyższej czystości cięcia.
- Formatki na wymiar: Idealne dopasowanie do pola roboczego plotera.
- Polska jakość: Gwarancja powtarzalności każdej dostawy.
Osiągnij perfekcyjną krawędź w każdym cięciu
Opanowanie techniki czystego cięcia to proces, który łączy precyzyjną kalibrację urządzenia z doborem najwyższej jakości surowca. Kluczem do sukcesu jest utrzymanie wysokiej dynamiki pracy przy jednoczesnym zapewnieniu silnego nadmuchu powietrza o wydajności do 70 l/min, co skutecznie chroni strukturę drewna przed przegrzaniem. Wiedza o tym, jak uniknąć przypaleń na sklejce, przekłada się bezpośrednio na profesjonalny wygląd Twoich produktów oraz znaczną oszczędność czasu, który wcześniej poświęcałeś na żmudne szlifowanie osadów.
Właściwa selekcja materiału, uwzględniająca klasę higieniczności oraz rodzaj spoiny, eliminuje blisko 90% problemów technicznych już na starcie produkcji. Jeśli szukasz surowca, który zagwarantuje Ci pełną powtarzalność i czystość obróbki, zamów precyzyjnie docięte formatki sklejki do lasera na Sklejka-HDF.pl. Oferujemy sklejkę brzozową wyselekcjonowaną specjalnie pod kątem pracy z laserami CO2, zapewniając szybką wysyłkę na terenie całej Polski oraz profesjonalne wsparcie w doborze grubości materiału.
Prawidłowo skonfigurowany warsztat i sprawdzony dostawca to fundamenty, dzięki którym Twoje rzemiosło wejdzie na nowy poziom precyzji. Twoje projekty zasługują na wykończenie najwyższej klasy bez kompromisów jakościowych.
Najczęściej zadawane pytania (FAQ)
Czy taśma malarska nie zapali się od lasera?
Papierowa taśma malarska nie zapali się, o ile ściśle przylega do powierzchni drewna i nie ma pod nią pęcherzyków powietrza. Podczas cięcia ulega ona jedynie kontrolowanemu zwęgleniu w linii rzazu, absorbując dym, który inaczej osiadłby na fornirze. Kluczowe jest użycie wyłącznie taśmy papierowej; wersje foliowe topią się pod wpływem temperatury, wydzielając toksyczne opary i brudząc soczewkę urządzenia.
Jakie ciśnienie powietrza w Air Assist jest najlepsze do sklejki 3mm?
Optymalne ciśnienie dla sklejki o grubości 3mm wynosi od 2.0 do 2.5 bar, co przekłada się na przepływ rzędu 50-60 l/min. Tak silny nadmuch jest niezbędny do mechanicznego zdmuchnięcia płomienia i błyskawicznego usunięcia produktów spalania z rzazu. Jest to jeden z najskuteczniejszych sposobów na to, jak uniknąć przypaleń na sklejce i uzyskać jasną krawędź cięcia.
Dlaczego spód mojej sklejki jest zawsze bardziej okopcony niż góra?
Silniejsze okopcenie spodu wynika z odbicia wiązki lasera od metalowych elementów stołu roboczego oraz kumulacji dymu pod arkuszem. Gazy pirolityczne, nie mając swobodnej drogi ujścia, osiadają na rewersie formatki w postaci ciemnego nalotu. Problem ten można wyeliminować, unosząc sklejkę na dystansach o wysokości co najmniej 5 mm ponad strukturę plastra miodu.
Czy można uniknąć przypaleń bez użycia Air Assist?
Całkowite wyeliminowanie przypaleń bez systemu nadmuchu jest praktycznie niemożliwe przy zachowaniu standardowej wydajności. Można jedynie ograniczyć skalę zjawiska poprzez stosowanie obustronnego maskowania i bardzo wysokich prędkości cięcia, jednak krawędź zawsze pozostanie ciemna i brudząca. Bez Air Assist dym osiada na materiale niemal natychmiast, tworząc trwałe przebarwienia.
Jak wyczyścić okopconą sklejkę, żeby nie zniszczyć graweru?
Najbezpieczniejszym narzędziem do czyszczenia jest sucha gąbka melaminowa, która działa jak mikro-ścierniwo i usuwa sadzę bez naruszania struktury drewna. W przypadku tłustych osadów z żywicy można użyć ściereczki nasączonej alkoholem izopropylowym (IPA). Należy jednak robić to bardzo ostrożnie i punktowo, aby rozpuszczony barwnik nie wniknął w głąb jasnych włókien sklejki.
Jaki gatunek sklejki pali się najmniej?
Sklejka topolowa wykazuje najmniejszą skłonność do przypaleń ze względu na swoją niską gęstość, wynoszącą ok. 400 kg/m3. Pozwala ona na pracę z większymi prędkościami posuwu, co skraca czas oddziaływania wysokiej temperatury. Jeśli jednak projekt wymaga większej twardości, najlepszym wyborem jest wysokiej jakości sklejka brzozowa suchotrwała w klasie 1/2, która charakteryzuje się czystym rzazem.
Czy moc lasera ma wpływ na kolor grawerowania?
Tak, moc lasera bezpośrednio determinuje głębokość karbonizacji drewna i finalny odcień grafiki. Wyższa moc przy wolniejszym posuwie powoduje głębsze wypalenie i ciemniejszy, niemal czarny kolor. Precyzyjna kalibracja w oprogramowaniu pozwala na uzyskanie szerokiej palety odcieni brązu, co jest kluczowe dla estetyki produktów i pomaga zrozumieć, jak uniknąć przypaleń na sklejce w miejscach, gdzie grawer powinien być delikatny.
Jak uniknąć niedocięć w miejscach, gdzie sklejka ma sęki?
Najskuteczniejszą metodą jest stosowanie sklejki wyższej klasy, np. 1/2, gdzie sęki w warstwach wewnętrznych są eliminowane na etapie produkcji. Jeśli pracujesz na materiale klasy 2/2 lub niższej, jedynym rozwiązaniem jest zwiększenie mocy lasera o ok. 10% względem parametrów bazowych. Niestety, zwiększa to ryzyko powstania mocniejszych przypaleń w miejscach pozbawionych wad materiałowych.