Obróbka sklejki: Kompletny poradnik technik, narzędzi i wykończenia (2026)
Nawet najwyższej jakości arkusz brzozowy traci swoją wartość użytkową, gdy niewłaściwa obróbka sklejki doprowadzi do wyszczerbienia krawędzi o głębokości zaledwie 1 mm. To właśnie precyzja na etapie przygotowania formatek decyduje o tym, czy finalny mebel zyska miano profesjonalnego wyrobu, czy pozostanie jedynie amatorską próbą. Większość wykonawców słusznie uważa, że strzępienie forniru oraz nieestetyczne przypalenia podczas pracy laserem to najwięksi wrogowie wydajności w warsztacie. Te problemy nie tylko psują estetykę, ale generują realne straty materiałowe, które według statystyk warsztatowych z 2025 roku mogą sięgać nawet 12% całkowitego budżetu na surowce.
Poznasz profesjonalne metody cięcia, frezowania i wykańczania sklejki, które pozwolą Ci uzyskać idealne rezultaty w każdym projekcie stolarskim. Dzięki wdrożeniu parametrów technicznych zaktualizowanych na rok 2026, dowiesz się, jak uniknąć błędów przy doborze klejów i farb do specyficznych klas materiałowych. Ten artykuł stanowi kompendium wiedzy o doborze narzędzi do konkretnych grubości płyt, prowadząc Cię krok po kroku od surowego arkusza do powierzchni o nienagannej gładkości.
Najważniejsze Wnioski
- Dowiedz się, jak dobrać tarcze tnące typu ATB oraz stosować techniki zabezpieczające, aby profesjonalna obróbka sklejki zawsze kończyła się gładkimi krawędziami bez odprysków.
- Poznaj potencjał nowoczesnych technologii CNC i laserów CO2, które pozwalają na uzyskanie milimetrowej precyzji oraz pełnej powtarzalności w najbardziej wymagających projektach.
- Odkryj sprawdzoną sekwencję szlifowania progresywnego oraz metody przygotowania powierzchni, dzięki którym powłoki dekoracyjne zyskają nieskazitelną strukturę i trwałość.
- Zdobądź wiedzę o tym, jak specyficzna, krzyżowa budowa materiału determinuje wybór narzędzi i wpływa na stabilność wymiarową Twoich konstrukcji stolarskich.
- Naucz się precyzyjnie dobierać grubość arkuszy do konkretnych zastosowań, uwzględniając różnice techniczne między cienkimi formatkami a grubymi płytami nośnymi.
Podstawy obróbki sklejki: Co musisz wiedzieć przed rozpoczęciem?
Obróbka sklejki to wieloetapowy proces obejmujący techniki mechaniczne, takie jak cięcie, frezowanie i wiercenie, oraz metody termiczne, w tym precyzyjne wycinanie laserowe. Kluczem do sukcesu jest zrozumienie unikalnej natury tego materiału. Sklejka powstaje z nieparzystej liczby cienkich arkuszy forniru, które są sklejane prostopadle względem siebie. Ta krzyżowa struktura zapewnia płycie wyjątkową stabilność wymiarową i odporność na paczenie, ale jednocześnie stawia konkretne wymagania podczas pracy narzędziami skrawającymi. Niewłaściwe podejście do kierunku włókien szybko skutkuje wyrwaniami na krawędziach.
Wybór gatunku drewna bezpośrednio wpływa na parametry pracy i żywotność narzędzi. Sklejka brzozowa o gęstości od 650 do 700 kg/m³ wymaga ostrzejszych frezów i większej mocy maszyn niż sklejka topolowa, której gęstość oscyluje w granicach 400-450 kg/m³. Przed rozpoczęciem prac należy zweryfikować wilgotność materiału. Optymalny zakres dla zachowania precyzji to 8-12%. Przekroczenie tych wartości o zaledwie 3% może skutkować pęcznieniem włókien podczas cięcia, co drastycznie obniża jakość krawędzi i utrudnia późniejsze pasowanie elementów konstrukcyjnych.
Budowa sklejki a kierunek obróbki
Kierunek włókien warstwy zewnętrznej decyduje o estetyce wykończenia. Aby skutecznie unikać odprysków, należy prowadzić ostrze zgodnie z usłojeniem wierzchniego forniru. Liczba warstw ma krytyczne znaczenie dla stabilności krawędzi podczas frezowania. Płyta o grubości 18 mm posiadająca 13 warstw zachowuje się znacznie lepiej podczas obróbki detali niż produkt o tej samej grubości złożony z 7 warstw. Cienkie formatki o grubości 3 mm wymagają pełnego podparcia na stole roboczym. Eliminuje to drgania, które są główną przyczyną nierównych linii cięcia i pęknięć forniru.
Przygotowanie stanowiska pracy
Bezpieczna obróbka sklejki wymaga stabilnego fundamentu. Duże arkusze o standardowych wymiarach 2500×1250 mm muszą spoczywać na minimum trzech punktach podparcia, co zapobiega niebezpiecznym ugięciom pod własnym ciężarem. Zarysowania powierzchni to częsty błąd warsztatowy, dlatego warto stosować podkłady z miękkiej pilśni lub stoły z wykończeniem filcowym. Pylenie podczas pracy generuje drobne cząsteczki o wielkości poniżej 10 mikronów, szczególnie przy szlifowaniu. Niezbędne jest stosowanie środków ochrony osobistej:
- Maski przeciwpyłowe klasy P2 lub P3 dla ochrony układu oddechowego.
- Okulary ochronne z uszczelnieniem bocznym chroniące przed odpryskami.
- Aktywne systemy odciągu wiórów zintegrowane z elektronarzędziami.
Profesjonalne przygotowanie stanowiska redukuje ryzyko błędów o 40% i znacząco przyspiesza montaż końcowy. Każdy detal, od czystości blatu po ostrość tarczy, ma bezpośrednie przełożenie na finalną jakość projektu.
Mechaniczna obróbka sklejki: Cięcie, wiercenie i frezowanie
Precyzyjna obróbka sklejki wymaga zrozumienia jej specyficznej, warstwowej budowy. Każdy arkusz składa się z nieparzystej liczby fornirów ułożonych prostopadle względem siebie, co nadaje materiałowi dużą sztywność, ale jednocześnie czyni go podatnym na odpryski podczas przecinania włókien. Kluczowym parametrem przy wyborze tarczy tnącej do piły stołowej lub ukośnicy jest liczba zębów. Dla standardowej tarczy o średnicy 250 mm optymalnym wyborem będzie model posiadający od 60 do 80 zębów o geometrii ATB (Alternate Top Bevel), czyli zębów naprzemiennie skośnych. Taka konfiguracja zapewnia czyste przecinanie zewnętrznych warstw forniru bez ich gwałtownego wyrywania.
Podczas pracy z wyrzynarką warto zastosować prosty zabieg ochronny. Oklejenie linii planowanego cięcia papierową taśmą malarską o wysokiej przyczepności skutecznie stabilizuje górne włókna drewna. Badania nad wytrzymałością materiałów drewnopochodnych, które prowadzi m.in. Wydział Technologii Drewna SGGW, potwierdzają, że sklejka wykazuje zróżnicowaną odporność na ścinanie w zależności od kierunku ułożenia włókien warstw zewnętrznych. Dlatego dobór parametrów skrawania musi być dostosowany do konkretnego gatunku drewna, z którego wykonano obłogi.
Cięcie sklejki bez odprysków
Osiągnięcie idealnej krawędzi na pile stołowej bez użycia profesjonalnego podcinaka wymaga techniki nacinania wstępnego (scoring). W warunkach rzemieślniczych wykonuje się to poprzez ustawienie tarczy na wysokość zaledwie 2 mm i wykonanie pierwszego przejścia, które nacinana jedynie dolny fornir. Dopiero w drugim kroku podnosi się tarczę i przecina formatkę na wylot. W przypadku prac wymagających chirurgicznej precyzji, na przykład przy renowacji instrumentów czy modelarstwie, niezastąpiona jest japońska piła Kataba. Jej brzeszczot o grubości 0,5 mm pozwala na wykonanie rzazu o minimalnej szerokości, co drastycznie ogranicza straty materiału.
Ważnym aspektem jest ustawienie głębokości cięcia. Zbyt wysokie wysunięcie tarczy ponad materiał zwiększa kąt natarcia zębów, co skutkuje poszarpaną krawędzią dolną. Optymalnie tarcza powinna wystawać tylko 10 mm ponad górną powierzchnię płyty. Jeśli planujesz skomplikowany projekt meblowy, warto rozważyć gotowe formatki docięte na wymiar, co gwarantuje fabryczną jakość krawędzi bez konieczności inwestowania w specjalistyczny park maszynowy.
Wiercenie i montaż mechaniczny
Wiercenie w sklejce wiąże się z ryzykiem delaminacji, czyli rozwarstwienia fornirów przy wyjściu wiertła. Przy montażu zawiasów puszkowych o standardowej średnicy 35 mm jedynym słusznym rozwiązaniem są sedniki lub wiertła puszkowe z precyzyjnym ostrzem centrującym. Aby uniknąć efektu „wybicia” materiału na spodzie, należy zawsze stosować podkładkę z twardej płyty odpadowej, mocno dociśniętą ściskiem stolarskim do obrabianego elementu.
- Wkręcanie w krawędzie: Zawsze stosuj nawiercanie wstępne o średnicy równej 70% średnicy wkręta. Zapobiega to rozsadzaniu warstw sklejki, co jest szczególnie istotne przy płytach o grubości poniżej 15 mm.
- Zastosowanie pogłębiaczy: Użycie pogłębiacza o kącie 90 stopni pozwala na estetyczne ukrycie łba wkręta pod powierzchnią forniru, co w 2024 roku jest standardem w nowoczesnym designie.
- Frezowanie krawędzi: Przy tworzeniu wpustów lub profili ozdobnych frezarką górnowrzecionową, należy używać wyłącznie frezów z węglika spiekanego (HM). Sklejka brzozowa o gęstości ok. 700 kg/m3 bardzo szybko tępi zwykłe narzędzia ze stali szybkotnącej.
Pamiętaj, że obróbka sklejki frezem o zbyt małej liczbie obrotów może powodować przypalenia na krawędziach, szczególnie w przypadku sklejki liściastej. Przyjmuje się, że optymalna prędkość dla frezów o małej średnicy to ok. 18 000 – 22 000 obrotów na minutę.
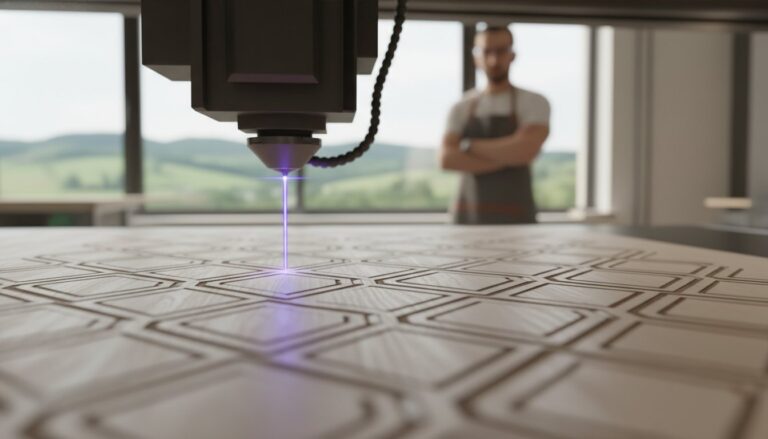
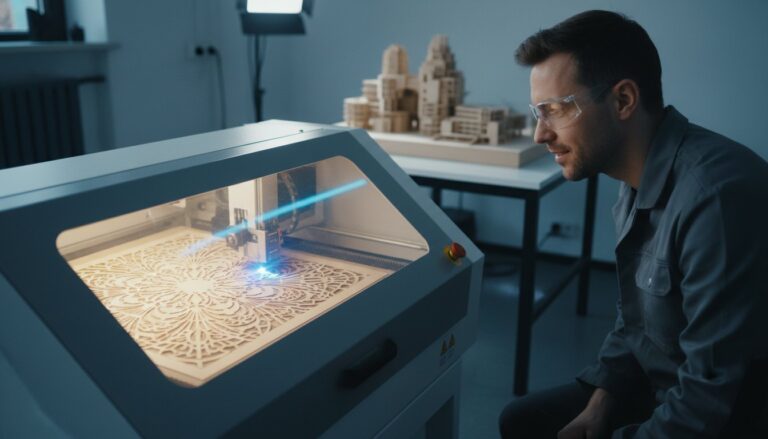
Nowoczesne metody: Obróbka sklejki laserem i CNC
Cyfryzacja procesów warsztatowych zrewolucjonizowała sposób, w jaki podchodzimy do detali w przemyśle drzewnym. Współczesna obróbka sklejki przy użyciu maszyn sterowanych numerycznie pozwala na uzyskanie tolerancji wymiarowej na poziomie 0,1 mm, co jest nieosiągalne dla tradycyjnych metod ręcznych. Wykorzystanie ploterów laserowych CO2 oraz frezarek CNC umożliwia masową produkcję powtarzalnych elementów, od drobnej galanterii po wielkogabarytowe komponenty meblowe.
Fundamentem sukcesu w obróbce cyfrowej jest właściwe przygotowanie plików wektorowych. Projekty w formatach .dxf lub .svg muszą posiadać zamknięte ścieżki, aby maszyna poprawnie zinterpretowała geometrię obiektu. Optymalizacja rozkładu elementów na arkuszu (nesting) pozwala zredukować odpady materiałowe o blisko 15 proc. w porównaniu do rozkroju manualnego. Wybór gatunku drewna ma tu kluczowe znaczenie. Brzoza stanowi standard branżowy ze względu na swoją jednorodną gęstość i jasny kolor, który zapewnia doskonały kontrast podczas grawerowania.
Specyfika cięcia laserowego
Cięcie laserem to proces termiczny, w którym wiązka światła odparowuje materiał w szczelinie o szerokości zaledwie 0,2 mm. Aby uniknąć nieestetycznych okopceń, operatorzy stosują silny nadmuch powietrza (Air Assist), który gasi płomień i usuwa produkty spalania z obszaru cięcia. Proces produkcji sklejki determinuje jej przydatność do tej techniki. Do lasera wybieramy wyłącznie sklejki suchotrwałe. Kleje mocznikowe stosowane w tych płytach nie reagują tak agresywnie na wysoką temperaturę jak spoiny fenolowe w płytach wodoodpornych, co przekłada się na czyste, jasnobrązowe krawędzie.
Obróbka na ploterach CNC
Frezowanie CNC to rozwiązanie dedykowane dla płyt o grubości przekraczającej 10 mm oraz projektów wymagających modelowania 3D. Kluczowym aspektem jest dobór odpowiedniej geometrii narzędzia. Frezy typu up-cut skutecznie odprowadzają wióry w górę, co zapobiega przegrzewaniu narzędzia, ale może strzępić górną warstwę forniru. Z kolei frezy down-cut dociskają włókna w dół, gwarantując idealną krawędź górną, co jest niezbędne przy formatkach laminowanych. Stabilność materiału zapewnia stół próżniowy, który unieruchamia płytę z siłą kilku ton, eliminując ryzyko przesunięcia podczas pracy z dużymi prędkościami posuwu.
Wydajna obróbka sklejki metodami CNC wymaga również uwzględnienia parametrów technologicznych:
- Prędkość obrotowa wrzeciona: Zazwyczaj w zakresie 18 000 – 24 000 obr./min.
- Szybkość posuwu: Dostosowana do twardości materiału, zapobiegająca przypalaniu krawędzi.
- Kierunek frezowania: Współbieżny dla wykończenia, przeciwbieżny dla zgrubnego usuwania naddatku.

Wykończenie powierzchni: Szlifowanie, klejenie i malowanie
Obróbka sklejki kończy się etapem, który decyduje o finalnej estetyce i trwałości produktu. Kluczowy jest dobór gradacji papieru ściernego. Proces zaczynamy od P120, aby usunąć ślady po cięciu lub frezowaniu. Następnie przechodzimy do P180, a wykończenie realizujemy arkuszami P240. Taka sekwencja skutecznie zamyka pory drewna i gwarantuje idealną gładkość pod powłoki lakiernicze. Przed aplikacją jakichkolwiek środków powierzchnia musi zostać całkowicie odpylona. Najskuteczniejszą metodą jest użycie sprężonego powietrza, a następnie przetarcie materiału ściereczką antystatyczną. Pozostawienie pyłu w porach drewna spowoduje powstanie chropowatej struktury po wyschnięciu lakieru.
Wybór spoiwa zależy od przeznaczenia elementu. Kleje wikolowe klasy D2 sprawdzają się w suchych wnętrzach. Wersje D3 są niezbędne tam, gdzie występuje okresowa wilgoć, na przykład w kuchniach. Jeśli konstrukcja wymaga bardzo szybkiego wiązania, lepiej postawić na kleje montażowe na bazie poliuretanu. Warto pamiętać, że klejenie sklejki to proces wymagający równomiernego docisku przez co najmniej 45 minut. Krawędzie boczne, czyli charakterystyczny przekładaniec, chłoną preparaty znacznie mocniej niż płaszczyzny. Wymagają one dwukrotnego gruntowania lub zastosowania specjalnych wypełniaczy porów przed malowaniem właściwym.
Szlifowanie i przygotowanie podłoża
Zewnętrzna warstwa forniru w sklejce ma zazwyczaj od 0,5 do 1,5 mm grubości. Zbyt agresywne szlifowanie szlifierką oscylacyjną może doprowadzić do przetarcia warstwy dekoracyjnej i odsłonięcia spoiny klejowej. Po nałożeniu pierwszej warstwy lakieru wodnego włókna drewna zawsze się podnoszą. Należy wtedy wykonać tak zwany międzyszlif papierem o gradacji P320. Drobne ubytki lub otwory po wkrętach maskujemy szpachlą akrylową dobraną pod kolor konkretnego gatunku drewna, na przykład brzozy czy olchy.
Malowanie, lakierowanie i olejowanie
Lakiery wodne zachowują naturalny, jasny odcień sklejki brzozowej, co jest standardem w projektach skandynawskich w 2026 roku. Lakiery rozpuszczalnikowe są twardsze, ale często powodują żółknięcie materiału. Olejowanie to doskonała metoda na podkreślenie rysunku słojów; wymaga jednak regularnej konserwacji co 12 miesięcy. Malowanie krawędzi „sztorcowych” najlepiej wykonywać małym wałkiem gąbkowym. Pozwala to na uzyskanie jednolitego koloru bez zacieków na głównych płaszczyznach. Prawidłowa obróbka sklejki na tym etapie zapewnia ochronę przed wilgocią i uszkodzeniami mechanicznymi przez wiele lat.
Jak dobrać materiał pod konkretny rodzaj obróbki?
Ostateczny sukces projektu zależy w 70% od trafnego doboru surowca do planowanych procesów technologicznych. Każdy arkusz posiada inną charakterystykę mechaniczną, która determinuje, jak zachowa się krawędź po przejściu frezu lub wiązki lasera. Niewłaściwa decyzja na etapie zakupu skutkuje strzępieniem się włókien, pękaniem warstw lub brakiem stabilności konstrukcyjnej gotowego wyrobu. Profesjonalna obróbka sklejki wymaga zrozumienia zależności między gęstością drewna a grubością płyty.
Dostosowanie grubości do projektu
Wybór grubości musi wynikać bezpośrednio z funkcji użytkowej przedmiotu. W modelarstwie oraz przy produkcji dekoracji grawerowanych najlepiej sprawdza się sklejka o grubości 3 mm. Jest ona na tyle elastyczna, że pozwala na tworzenie łuków, a jednocześnie wystarczająco cienka, by laser o mocy 40W przeciął ją z prędkością 20 mm/s bez nadmiernego zwęglenia krawędzi. Konstrukcje meblowe i zabudowy wnętrz wymagają stabilności, którą gwarantują płyty 15, 18 mm. Takie arkusze wytrzymują nacisk punktowy przekraczający 80 kg, co jest kluczowe przy montażu zawiasów i okuć. Poznaj pełne zastosowania sklejki, aby precyzyjnie dopasować produkt do swoich potrzeb technicznych.
Częstą alternatywą dla projektów wymagających idealnie gładkiej powierzchni są płyty HDF. Ich gęstość, oscylująca wokół 850 kg/m3, sprawia, że są znacznie twardsze od standardowej sklejki brzozowej. HDF nie posiada widocznych słojów, co eliminuje problem nierównomiernego wchłaniania farby czy lakieru. To rozwiązanie rekomendowane do produkcji pleców szaf oraz elementów frontowych, gdzie priorytetem jest estetyka wykończenia bez konieczności długotrwałego szlifowania.
Zalety zamówienia formatek online
Precyzyjna obróbka sklejki zaczyna się od dokładnego formatowania arkusza. Samodzielne cięcie dużych płyt 2500×1250 mm w warunkach warsztatowych często kończy się błędem wymiarowym rzędu 2, 3 mm oraz wyszczerbieniem krawędzi zewnętrznych. Przemysłowe piły panelowe sterowane numerycznie zapewniają powtarzalność z dokładnością do 0,1 mm. Jest to poziom nieosiągalny przy użyciu ręcznej wyrzynarki czy zagłębiarki bez specjalistycznego stołu. Zamawiając gotowe formatki, oszczędzasz do 40% czasu poświęconego na przygotowanie materiału do montażu.
- Eliminacja konieczności inwestowania w drogie tarcze do cięcia czystego.
- Niższe koszty transportu mniejszych paczek w porównaniu do całych arkuszy wielkoformatowych.
- Gwarancja zachowania idealnych kątów prostych, co ułatwia późniejszy montaż mebli.
- Brak odpadów produkcyjnych, za które musiałbyś zapłacić przy zakupie pełnej płyty.
Skorzystanie z usługi sklejki na wymiar pozwala na natychmiastowe przystąpienie do prac wykończeniowych i frezowania. Marka Sklejka HDF jako partner w dostarczaniu surowca dba o to, by każda formatka była wolna od wad strukturalnych i sęków w warstwach zewnętrznych. Dzięki temu procesy takie jak lakierowanie czy olejowanie przebiegają sprawnie, a finalny produkt spełnia najwyższe standardy jakościowe obowiązujące w 2026 roku.
Zrealizuj swój projekt z profesjonalnym wsparciem technicznym
Skuteczna obróbka sklejki w 2026 roku wymaga integracji precyzyjnych narzędzi z wiedzą o strukturze włókien drzewnych. Kluczowym elementem sukcesu pozostaje dobór odpowiedniej grubości płyty oraz zastosowanie technik CNC, które zwiększają wydajność materiałową o 15% względem cięcia ręcznego. Pamiętaj, że finalna estetyka zależy od gradacji szlifowania P180 oraz właściwego zabezpieczenia krawędzi przed penetracją wilgoci. Odpowiednie przygotowanie techniczne na etapie projektowania pozwala uniknąć najczęstszych błędów wykonawczych i znacząco skraca czas montażu gotowych elementów.
Zamiast ryzykować błędy przy samodzielnym docinaniu arkuszy, warto skorzystać z usług eksperckiego partnera. Zamów precyzyjnie docięte formatki sklejki na wymiar w Sklejka-HDF.pl, aby zyskać gwarancję wymiarową co do 1 milimetra. Dysponujemy szerokim wyborem grubości od 3 mm do 18 mm, co pozwala na idealne dopasowanie bazy do wymagań konkretnego projektu technicznego. Realizujemy szybką wysyłkę na terenie całej Polski, dostarczając gotowe komponenty bezpośrednio do Twojego warsztatu lub na plac budowy. Solidne przygotowanie surowca to najkrótsza droga do uzyskania profesjonalnego i trwałego efektu końcowego.
Często zadawane pytania dotyczące obróbki sklejki
Jak uniknąć przypaleń podczas cięcia sklejki laserem?
Aby uniknąć przypaleń, należy zoptymalizować prędkość posuwu i zwiększyć ciśnienie nadmuchu powietrza (Air Assist) do poziomu minimum 2.0 bar. Zastosowanie soczewki o krótszej ogniskowej, na przykład 2.0 cala, pozwala na uzyskanie cieńszej szczeliny cięcia. Sklejka suchotrwała o grubości 3 mm wymaga zazwyczaj mocy 40W przy prędkości 15 mm/s, co minimalizuje zwęglenie krawędzi.
Czy każdą sklejkę można frezować na maszynie CNC?
Frezowanie na maszynie CNC jest możliwe dla każdego rodzaju sklejki, jednak najlepsze rezultaty techniczne daje sklejka brzozowa o gęstości 700 kg/m3. Materiały iglaste, takie jak sosna, wykazują tendencję do strzępienia włókien przy obrotach wrzeciona przekraczających 18 000 obr./min. Profesjonalna obróbka sklejki na ploterach CNC wymaga stosowania frezów diamentowych lub węglikowych typu compression, które dociskają górną i dolną warstwę forniru do rdzenia.
Jakie narzędzia są niezbędne do domowej obróbki sklejki?
Podstawowy zestaw do domowej roboty obejmuje pilarkę tarczową z tarczą o liczbie zębów minimum 48 oraz komplet ścisków stolarskich. Precyzyjna obróbka sklejki w warunkach warsztatowych wymaga użycia szyny prowadzącej, która zapobiega odpryskom na krawędziach arkusza. Do wykończenia niezbędna jest szlifierka oscylacyjna oraz wiertarka z zestawem wierteł do drewna z kolcem centrującym, co gwarantuje czyste otwory bez przesunięć.
Czym najlepiej malować sklejkę brzozową, aby zachować jej kolor?
Zachowanie naturalnego, jasnego odcienia sklejki brzozowej wymaga zastosowania lakieru akrylowego z filtrem UV lub bezbarwnego wosku twardego olejnego. Produkty te zapobiegają żółknięciu drewna, które bez zabezpieczenia następuje już po 180 dniach ekspozycji na światło słoneczne. Nałożenie dwóch warstw lakieru o niskim stopniu połysku, w granicach 5 do 10 jednostek, pozwala utrzymać surowy wygląd materiału przy jednoczesnej odporności na zabrudzenia.
Jak wygładzić krawędzie sklejki po cięciu wyrzynarką?
Krawędzie po cięciu wyrzynarką najlepiej wygładzić przy użyciu klocka szlifierskiego owiniętego papierem ściernym o gradacji 120, a następnie 180. Ruchy powinny być wykonywane wzdłuż krawędzi, aby uniknąć zaokrąglenia narożników forniru zewnętrznego. W przypadku dużych nierówności, przekraczających 1 mm, warto najpierw wyrównać brzeg strugiem ręcznym lub frezarką górnowrzecionową z frezem kopiującym.
Czy obróbka sklejki wodoodpornej różni się od zwykłej?
Obróbka sklejki wodoodpornej różni się od standardowej ze względu na twardość spoiny fenolowej, która tępi ostrza narzędzi o 20% szybciej niż klej mocznikowy. Podczas cięcia arkuszy typu liściastego wodoodpornego należy zmniejszyć prędkość posuwu o około 15%, aby uniknąć przegrzania tarczy. Wymagane jest stosowanie narzędzi z węglika spiekanego, które wytrzymują wyższe temperatury pracy generowane przez twardy klej.
Jak zapobiegać wyrywaniu włókien przy wierceniu w sklejce?
Wyrywaniu włókien podczas wiercenia zapobiega dociśnięcie kawałka odpadowego drewna do spodu obrabianej płyty. Ta metoda, zwana podkładką ofiarną, eliminuje odpryski forniru w momencie wyjścia wiertła z materiału. Można też nakleić taśmę malarską w miejscu otworu lub użyć wierteł puszkowych typu Forstner, które przy 1500 obr./min wykonują idealnie gładkie krawędzie w sklejce o grubości do 30 mm.
Jaka gradacja papieru ściernego jest najlepsza do sklejki?
Optymalny proces szlifowania sklejki zaczyna się od gradacji 120, przechodząc kolejno do 180 i kończąc na 240 przed lakierowaniem. Zastosowanie papieru o ziarnistości 80 jest dopuszczalne tylko przy usuwaniu głębokich rys, ponieważ zbyt agresywne ścieranie może przetrzeć cienką warstwę forniru zewnętrznego o grubości 0.5 mm. Między warstwami lakieru należy wykonać szlifowanie międzyoperacyjne papierem 320, co skutecznie usuwa podniesione włókna drzewne.