Klejenie sklejki: Kompletny poradnik doboru klejów i technik w 2026 roku
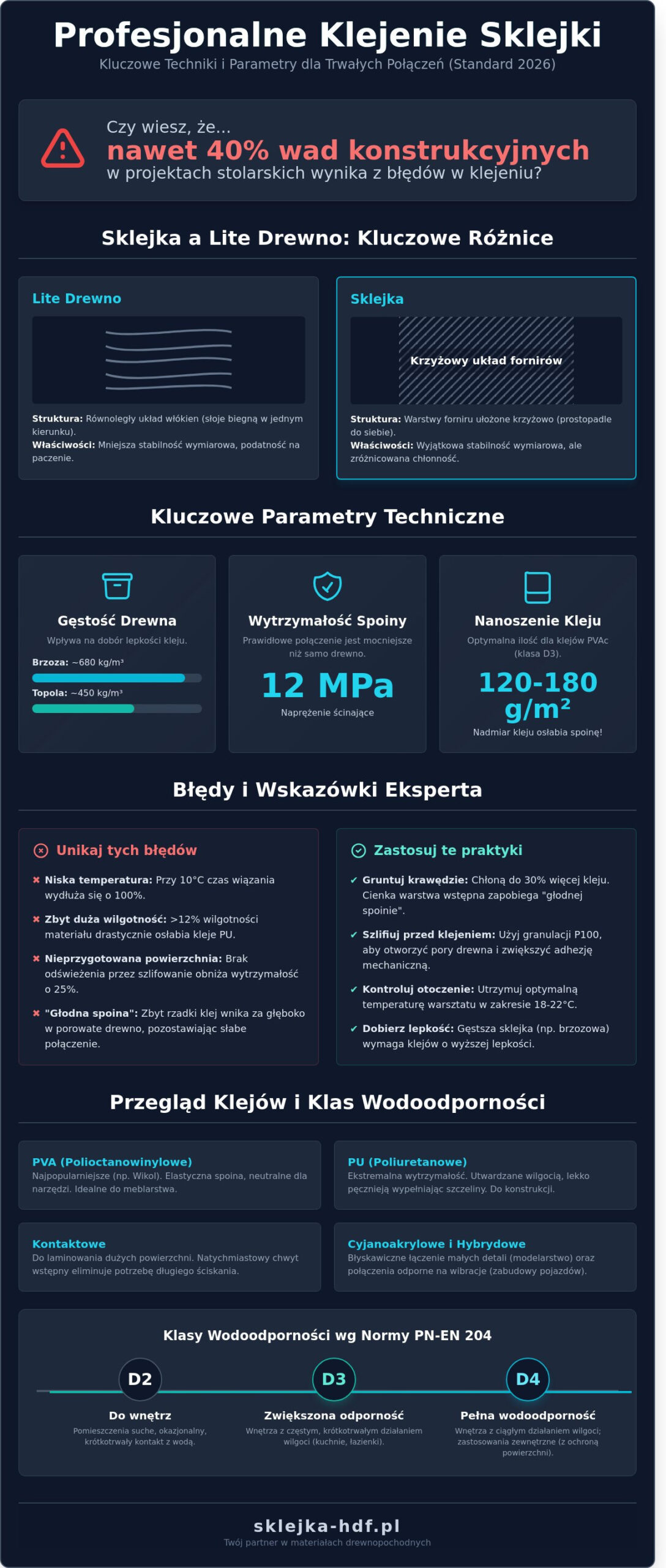
Czy wiesz, że nawet 40% wad konstrukcyjnych w projektach stolarskich wynika bezpośrednio z błędnego doboru parametrów spoiny? Często to nie jakość samego surowca, ale niewłaściwe klejenie sklejki decyduje o tym, czy gotowy mebel przetrwa próbę czasu, czy też rozwarstwi się pod wpływem naprężeń wewnętrznych już po pierwszym sezonie grzewczym. W profesjonalnym warsztacie precyzja na poziomie 0,5 mm to standard, jednak bez technicznej wiedzy o chemii budowlanej nawet najdokładniejsze cięcie nie zagwarantuje pełnego sukcesu.
Zapewne nie raz mierzyłeś się z frustracją, gdy cienka formatka 3mm zaczynała pracować i wyginać się tuż po nałożeniu spoiwa, albo gdy na jasnej powierzchni brzozowej pojawiły się ciemne przebarwienia, których nie dało się usunąć nawet głębokim szlifowaniem. Rozumiemy te techniczne wyzwania, ponieważ stabilność konstrukcji to fundament trwałości Twoich realizacji. W tym artykule poznasz najskuteczniejsze metody łączenia materiałów drewnopochodnych, nauczysz się precyzyjnie rozróżniać klasy wodoodporności D3 oraz D4 i dowiesz się, jak efektywnie wykorzystać formatki docięte na wymiar, by zminimalizować odpady materiałowe. Przeanalizujemy konkretne parametry techniczne i techniki ściskowe, które w 2026 roku stanowią standard w nowoczesnym rzemiośle.
Najważniejsze Wnioski
- Zrozumiesz specyfikę krzyżowego ułożenia fornirów i nauczysz się, jak odpowiednio przygotować chłonne krawędzie do stworzenia wytrzymałej spoiny.
- Poznasz kryteria doboru klejów PVA oraz poliuretanowych, co pozwoli Ci wykonać trwałe klejenie sklejki dopasowane do konkretnych warunków eksploatacji.
- Opanujesz profesjonalną technikę aplikacji i docisku, która zapobiega powszechnym błędom warsztatowym, takim jak „płynięcie” elementów pod ściskami.
- Dowiesz się, jak skutecznie chronić estetykę swoich projektów przed niepożądanymi przebiciami kleju przez cienkie warstwy zewnętrzne materiału.
- Zyskasz ekspercką wiedzę na temat montażu korpusów meblowych i optymalnego łączenia sklejki z płytami HDF w codziennej praktyce stolarskiej.
Klejenie sklejki: dlaczego różni się od klejenia litego drewna?
Sklejka to materiał kompozytowy, co bezpośrednio determinuje specyfikę procesów łączenia. W przeciwieństwie do litego drewna, gdzie słoje biegną równolegle, arkusz sklejki składa się z krzyżowo ułożonych warstw forniru. Ta specyficzna konstrukcja zapewnia wyjątkową stabilność wymiarową, ale jednocześnie wymusza precyzyjne klejenie sklejki z uwzględnieniem różnej chłonności płaszczyzn. Podczas gdy w drewnie litym pracujemy z jednolitym kierunkiem włókien, tutaj każda kolejna warstwa stawia inne wymagania przed spoiną adhezyjną.
Gatunek drewna użyty do produkcji arkusza ma kluczowe znaczenie dla sukcesu montażu. Sklejka brzozowa o gęstości około 680 kg/m³ wymaga klejów o wyższej lepkości niż lekka sklejka topolowa, której gęstość oscyluje w granicach 450 kg/m³. W 2026 roku standardem w profesjonalnych zakładach stolarskich jest dobór chemii pod konkretny gatunek, ponieważ zbyt rzadki klej wniknie zbyt głęboko w pory topoli, pozostawiając tak zwaną głodną spoinę. Dobrze wykonane połączenie potrafi wytrzymać naprężenia ścinające rzędu 12 MPa. To wartość przekraczająca naturalną spójność włókien drzewnych, dlatego przy próbach niszczących materiał pęka zazwyczaj obok spoiny, a nie na jej linii.
Budowa arkusza a penetracja kleju
W cienkich arkuszach o grubości 3 mm udział kleju technologicznego, użytego już na etapie produkcji płyty, jest procentowo znacznie wyższy niż w płytach 18 mm. Wpływa to na odczyn pH powierzchni i jej zdolność do przyjmowania kolejnych warstw spoiwa. Fabryczne szlifowanie granulacją P100 otwiera pory drewna, co jest niezbędne dla mechanicznego zakotwiczenia się kleju. Brak odświeżenia powierzchni bezpośrednio przed montażem obniża wytrzymałość połączenia o 25 proc. ze względu na szybkie utlenianie się naturalnych żywic i zamykanie struktury komórkowej.
Podstawowe zasady adhezji w stolarstwie
Zjawisko sił kapilarnych powoduje, że klejenie sklejki odbywa się na głębokości od 0,1 do 0,5 mm wewnątrz struktury drewna. Kluczowe jest zachowanie rygorystycznych norm nanoszenia, które dla nowoczesnych klejów PVAc klasy D3 wynoszą od 120 do 180 g/m². Nadmiar substancji nie wzmacnia konstrukcji, lecz tworzy barierę hydrauliczną uniemożliwiającą pełne dociśnięcie elementów. Optymalna temperatura procesu w warunkach warsztatowych to 18-22 stopnie Celsjusza. Spadek temperatury otoczenia do 10 stopni wydłuża czas wiązania o ponad 100 proc., co przy seryjnej produkcji często staje się przyczyną ukrytych wad montażowych.
- Krawędzie sklejki (słoje czołowe) chłoną do 30 proc. więcej kleju niż płaszczyzny główne.
- Sklejka brzozowa wymaga dłuższego czasu prasowania niż odmiany iglaste.
- Wilgotność materiału powyżej 12 proc. drastycznie osłabia wiązanie większości klejów poliuretanowych.
Najlepsze rodzaje klejów do sklejki – przegląd rozwiązań
Skuteczne klejenie sklejki zależy od precyzyjnego dopasowania bazy chemicznej spoiwa do przeznaczenia gotowego elementu. Najczęściej stosowanym rozwiązaniem w polskim stolarstwie są kleje polioctanowinylowe (PVA), czyli popularne Wikole. Ich główną zaletą jest wysoka elastyczność spoiny oraz neutralność dla narzędzi skrawających, co ułatwia późniejszą obróbkę. W profesjonalnych warsztatach standardem jest dobór preparatu zgodnie z normą PN-EN 204, która klasyfikuje produkty pod kątem ich odporności na wilgoć.
Kiedy projekt wymaga ekstremalnej wytrzymałości mechanicznej, najlepszym wyborem są kleje poliuretanowe (PU). W przeciwieństwie do produktów wodnych, kleje PU utwardzają się poprzez reakcję chemiczną z wilgocią zawartą w powietrzu i drewnie. Podczas wiązania lekko zwiększają swoją objętość. Pozwala to na szczelne wypełnienie porowatej struktury drewna i ewentualnych mikroszczelin. To kluczowa cecha przy budowie elementów konstrukcyjnych, które muszą wytrzymać duże obciążenia statyczne.
- Kleje kontaktowe: Stosowane głównie przy laminowaniu dużych powierzchni oraz oklejaniu krawędzi. Zapewniają natychmiastowy chwyt wstępny, co eliminuje konieczność długotrwałego unieruchamiania arkuszy w ściskach stolarskich.
- Kleje cyjanoakrylowe: Niezastąpione w modelarstwie i przy precyzyjnych naprawach. W połączeniu z aktywatorem pozwalają na łączenie drobnych detali w czasie krótszym niż 10 sekund.
- Kleje hybrydowe: Nowoczesne rozwiązania łączące szybkość klejów kontaktowych z siłą polimerów. Są odporne na wibracje i ekstremalne zmiany temperatur, co sprawdza się w zabudowach pojazdów.
Klasy wodoodporności klejów – co wybrać?
Właściwa klasyfikacja spoiny gwarantuje, że konstrukcja nie ulegnie rozwarstwieniu pod wpływem otoczenia. Norma PN-EN 204 definiuje parametry, które należy dobrać do warunków eksploatacji:
- D2: Rozwiązanie do mebli użytkowanych wyłącznie wewnątrz suchych pomieszczeń, jak sypialnie czy salony.
- D3: Standard dla zabudowy kuchennej i łazienkowej. Wytrzymuje częste, ale krótkotrwałe działanie skroplonej wody.
- D4: Najwyższy stopień ochrony. Kleje tej klasy są niezbędne przy klejeniu sklejki przeznaczonej na zewnątrz, np. w architekturze ogrodowej, gdzie spoina jest narażona na bezpośrednie opady atmosferyczne.
Kleje specjalistyczne do sklejki laserowej
Specyfika sklejki wycinanej laserem wymaga użycia produktów, które nie brudzą krawędzi pokrytych naturalnym osadem węglowym. Przy montażu dekoracji 3D najlepiej sprawdzają się kleje o gęstej, żelowej konsystencji. Zapobiega to nadmiernemu wsiąkaniu spoiwa w głąb materiału. Aby uniknąć efektu białej „mgiełki” wokół łączeń, warto wybierać kleje błyskawiczne typu „low odor” lub preparaty hybrydowe. Jeśli planujesz realizację wymagających projektów dekoracyjnych, wysokiej jakości materiały bazowe znajdziesz na sklejka-hdf.pl, gdzie oferujemy płyty o strukturze idealnie przystosowanej do precyzyjnej obróbki.
Technika klejenia krok po kroku: Od przygotowania do docisku
Prawidłowe klejenie sklejki zaczyna się na długo przed otwarciem pojemnika z substancją wiążącą. Największym wrogiem trwałej spoiny jest pył szlifierski, który potrafi obniżyć parametry wytrzymałościowe połączenia o ponad 35%. Drobinki drewna zalegające w porach tworzą barierę mechaniczną, uniemożliwiając polimerom głęboką penetrację struktury materiału. Po szlifowaniu konieczne jest dokładne odsysanie zanieczyszczeń oraz odtłuszczenie powierzchni alkoholem izopropylowym, co gwarantuje optymalną adhezję.
Wybór narzędzia do aplikacji zależy od skali projektu. Pędzle z nylonowym włosiem są precyzyjne przy detalach, ale przy większych arkuszach warto sięgnąć po wałki welurowe lub drobnozębne szpachelki. Pozwalają one uzyskać jednolitą warstwę o grubości około 0.15 mm. Należy rygorystycznie przestrzegać czasu otwartego, który dla standardowych klejów PVAc wynosi od 5 do 10 minut w temperaturze 22 stopni Celsjusza. Zbyt późne dociśnięcie elementów skutkuje powstaniem tzw. spoiny głuchej, która nie posiada realnej wartości konstrukcyjnej.
Zarządzanie wyciekami kleju decyduje o finalnej estetyce produktu. Nadmiar wypływający pod naciskiem najlepiej usunąć po około 15 minutach. W tym stanie klej osiąga konsystencję gumowatego żelu, co pozwala na jego czyste podważenie ostrym dłutem. Unikamy rozcierania mokrego kleju wilgotną szmatką. Takie działanie wciska preparat głęboko w pory drewna, co blokuje przyjmowanie pigmentów. Plamy te stają się widoczne dopiero po nałożeniu bejcy, tworząc jasne, nieestetyczne punkty.
Przygotowanie krawędzi i powierzchni
Optymalna szorstkość podłoża to fundament sukcesu. Stosowanie papieru ściernego o gradacji 80-120 zapewnia idealny balans między gładkością a otwartością porów drewna. W przypadku elementów obrabianych laserem CO2 niezbędne jest mechaniczne usunięcie czarnego nagaru z krawędzi. Zwęglona warstwa działa jak izolator i drastycznie osłabia wiązanie. Zawsze wykonujemy „suche pasowanie” wszystkich części. Pozwala to zweryfikować geometrię połączeń i przygotować odpowiednią liczbę ścisków przed aktywacją chemii.
Metody docisku i stabilizacji
Skuteczne klejenie sklejki wymaga siły docisku na poziomie 0.7-1.2 MPa dla gatunków liściastych. Ściski stolarskie rozmieszczamy punktowo, zawsze stosując klocki dystansowe z MDF lub resztek płyty. Rozkładają one nacisk i chronią delikatny fornir zewnętrzny przed zmiażdżeniem. Przy drobnych detalach doskonale sprawdza się mocna taśma malarska o wysokiej gramaturze kleju. Jeśli konstrukcja pozwala na ukrycie otworów, gwoździarki pneumatyczne z sztyftami 1.2 mm zapewniają błyskawiczną stabilizację bez konieczności blokowania warsztatu dziesiątkami zacisków.
Typowe problemy i błędy przy klejeniu sklejki
Nawet najbardziej precyzyjne projekty stolarskie mogą ulec degradacji, jeśli proces łączenia zostanie przeprowadzony bez uwzględnienia fizyki materiałów drewnopochodnych. Najczęstszym problemem technicznym jest efekt płynięcia spoiny. Zjawisko to występuje, gdy nadmiar kleju działa jak smar, powodując niekontrolowane przesuwanie się elementów pod naciskiem ścisków. Aby temu zapobiec, specjaliści stosują minimalną ilość kleju lub dodają szczyptę drobnej soli kuchennej do spoiny, co zwiększa tarcie bez osłabiania wiązania.
Kolejnym wyzwaniem są przebicia kleju przez cienki fornir, szczególnie przy arkuszach o grubości poniżej 1 mm. Kleje o niskiej lepkości penetrują pory drewna i wychodzą na powierzchnię, co blokuje równomierne przyjmowanie bejcy lub lakieru. Jeśli dojdzie do przebicia, jedynym ratunkiem jest szybkie usunięcie nadmiaru wilgotną szmatką i delikatne przeszlifowanie miejsca po całkowitym wyschnięciu papierem o gradacji 220.
Brak wytrzymałości połączenia rzadko wynika z jakości samego spoiwa. W 85% przypadków winne jest niewłaściwe przygotowanie powierzchni. Pył pozostający po cięciu tworzy barierę izolacyjną, która uniemożliwia klejowi wniknięcie w strukturę drewna. Pamiętaj, że klejenie sklejki wymaga idealnie odpylonych krawędzi, najlepiej przemytych benzyną ekstrakcyjną w przypadku gatunków egzotycznych.
Jak uniknąć deformacji cienkich płyt?
Sklejka o grubości 3 mm i 4 mm wykazuje dużą higroskopijność. Jednostronne nałożenie kleju wodnego powoduje gwałtowny skurcz włókien z jednej strony, co prowadzi do trwałego wygięcia płyty, zwanego łódkowaniem. Standard technologiczny wymaga aklimatyzacji materiału w pomieszczeniu docelowym przez minimum 48 godzin przed obróbką. Przy dużych płaszczyznach stosuj technikę klejenia dwustronnego, która równoważy napięcia wewnętrzne. Warto również używać tymczasowych usztywnień z listew sosnowych, mocowanych na obrzeżach arkusza do czasu pełnego utwardzenia spoiny.
Usuwanie zaschniętego kleju
Zaschnięte resztki kleju PVA najlepiej usuwać mechanicznie za pomocą ostrej cykliny lub dłuta. Rozpuszczalniki chemiczne są ryzykowne, ponieważ mogą rozmazać klej głębiej w strukturę drewna. Popularny trik z octem spirytusowym 10% jest skuteczny, ocet faktycznie zmiękcza spoiny polioctanowe, ułatwiając ich zeskrobanie, jednak może podnieść włókna drewna, co wymaga ponownego szlifowania. Przed malowaniem wykonaj test, zwilżając powierzchnię alkoholem izopropylowym. Miejsca, gdzie pozostał niewidoczny klej, nie zmienią koloru, sygnalizując konieczność dalszej obróbki.
Zastosowania praktyczne: Klejenie formatek na wymiar
Budowa korpusów meblowych z arkuszy o grubości 15 mm i 18 mm wymaga precyzji, której nie zapewnią same wkręty. Prawidłowe klejenie sklejki w procesie montażu szaf czy regałów usztywnia konstrukcję o 40% skuteczniej niż wyłącznie połączenia mechaniczne. Przy montażu pleców z płyty HDF o grubości 3 mm, najtrwalszym rozwiązaniem jest naniesienie cienkiej spoiny kleju na krawędzie korpusu przed gwoździowaniem. Taka hybrydowa metoda eliminuje ryzyko „pływania” mebla pod obciążeniem i zapobiega wypychaniu pleców przez przechowywane przedmioty.
Projektanci często decydują się na pogrubianie blatów poprzez klejenie warstwowe dwóch formatek 18 mm. Uzyskany w ten sposób element o grubości 36 mm prezentuje się solidnie, zachowując charakterystyczny, naturalny rysunek warstw na krawędziach. Personalizacja projektów pozwala na łączenie surowej brzozy z czarnym HDF. Tworzy to nowoczesny kontrast estetyczny, szczególnie pożądany w projektach nowoczesnych biurek czy regałów industrialnych.
Łączenie formatek dociętych na wymiar
Zamawianie komponentów w serwisie sklejka-hdf.pl gwarantuje powtarzalność wymiarową z dokładnością do 0,1 mm. Tak wysoka precyzja ułatwia montaż pod kątem 45 stopni, który jest standardem w meblarstwie klasy premium. W przypadku połączeń na zakładkę, warto stosować kołki bukowe 8 mm lub lamele. Elementy te stabilizują formatki podczas docisku, zapobiegając przesunięciom spoiny o ułamki milimetra, co jest kluczowe przy szybkowiążących klejach klasy D3.
- Połączenia uciosowe (45°): Zapewniają najwyższą estetykę, całkowicie ukrywając krawędzie cięte na frontowych płaszczyznach.
- Połączenia na zakładkę: Gwarantują maksymalną wytrzymałość mechaniczną i są łatwiejsze w pozycjonowaniu dla początkujących wykonawców.
- Wsparcie konstrukcyjne: Lamele zwiększają powierzchnię czynną klejenia o dodatkowe 15 cm2 na każdym złączu, co drastycznie podnosi odporność na siły ścinające.
Projekty DIY i dekoracje
W mniejszych formach, takich jak litery wycinane laserem czy organizery biurowe, klejenie sklejki o grubości 3 mm lub 4 mm wymaga użycia dozowników igłowych. Pozwalają one na precyzyjne nałożenie spoiny bez zabrudzenia powierzchni, która często pozostaje surowa. Przed finalnym montażem warto wykonać test na odpadzie materiału. Po pełnym utwardzeniu (zwykle 24 godziny w temperaturze 20°C) należy spróbować rozerwać spoinę przy pomocy dłuta. Jeśli pęka struktura drewna, a nie sama spoina, oznacza to, że parametry klejenia zostały dobrane optymalnie.
Precyzyjne docięcie sklejki to fundament sukcesu w projektach DIY. Wykorzystanie profesjonalnych usług cięcia eliminuje problem wyszczerbionych krawędzi, co bezpośrednio przekłada się na szczelność połączenia i estetykę gotowego produktu.
Zrealizuj swój projekt z wykorzystaniem profesjonalnych technik łączenia
Osiągnięcie trwałych i estetycznych połączeń w 2026 roku opiera się na precyzyjnym doborze spoiny do specyfiki warstwowej budowy drewna. Kluczowe znaczenie ma zachowanie odpowiedniego czasu otwartego oraz siły docisku, która dla standardowych arkuszy brzozowych powinna wynosić od 0,2 do 0,6 N/mm2 w przypadku klejenia na zimno. Prawidłowe klejenie sklejki zaczyna się jednak znacznie wcześniej, już na etapie planowania wymiarów i wyboru surowca o idealnie gładkiej powierzchni. Wyeliminowanie błędów na starcie, takich jak nierówne krawędzie czy zanieczyszczenia pyłem, gwarantuje stabilność konstrukcji przez długie lata użytkowania.
Zamiast tracić czas na pracochłonne ręczne poprawki i wyrównywanie krawędzi, warto postawić na komponenty przygotowane z najwyższą starannością techniczną przez ekspertów. Zamów precyzyjnie dociętą sklejkę brzozową do swojego projektu, korzystając z naszej nowoczesnej floty maszynowej zapewniającej powtarzalną dokładność do 0,1 mm. W naszym asortymencie znajdziesz szeroki wybór grubości od 3 mm do 18 mm, które dostarczymy szybką wysyłką pod dowolny adres na terenie całego kraju. Odpowiednio przygotowana baza to połowa sukcesu w każdym przedsięwzięciu stolarskim. Twoja praca w warsztacie stanie się znacznie efektywniejsza, gdy każda formatka będzie idealnie przylegać do kolejnej, tworząc solidną i estetyczną całość.
Często zadawane pytania dotyczące klejenia sklejki
Jaki klej do sklejki jest najlepszy do mebli?
Najlepszym wyborem do produkcji mebli wewnętrznych są kleje na bazie polioctanu winylu (PVA) klasy D2 lub D3. Zapewniają one wytrzymałość spoiny na poziomie 10 MPa, co w praktyce oznacza, że połączenie jest silniejsze niż sama struktura drewna. W przypadku mebli łazienkowych lub kuchennych warto postać na warianty wodoodporne, które wytrzymają okresowe działanie wilgoci bez ryzyka rozwarstwienia materiału.
Czy klej Wikol jest wodoodporny?
Standardowy klej typu Wikol spełnia normę PN-EN 204 w klasie D1, co oznacza, że nie jest odporny na wodę i nadaje się wyłącznie do suchych pomieszczeń. Jeśli projekt wymaga odporności na wilgoć, należy wybrać specjalistyczne odmiany oznaczone symbolem D3 lub D4. Te techniczne parametry gwarantują, że klejenie sklejki pozostanie stabilne nawet w warunkach częstej kondensacji pary wodnej lub krótkotrwałego kontaktu z zalaniem.
Jak długo musi schnąć klej do drewna przed zdjęciem ścisków?
Czas wstępnego wiązania w temperaturze 20 stopni Celsjusza wynosi zazwyczaj od 20 do 45 minut. Po tym czasie można bezpiecznie zdjąć ściski stolarskie, jednak pełną wytrzymałość mechaniczną spoina uzyskuje dopiero po 24 godzinach. Warto odczekać pełną dobę przed przystąpieniem do obróbki mechanicznej, takiej jak frezowanie czy intensywne szlifowanie krawędzi, by uniknąć przesunięć w spoinie.
Jak usunąć plamy z kleju ze sklejki przed lakierowaniem?
Nadmiar mokrego kleju najlepiej zebrać lekko wilgotną szmatką natychmiast po dociśnięciu elementów, dbając o to, by nie wetrzeć go głębiej w pory drewna. Zaschnięte resztki należy usunąć mechanicznie za pomocą ostrej cykliny lub papieru ściernego o gradacji 120, a następnie 180. Unikanie rozpuszczalników chemicznych zapobiega powstawaniu nieestetycznych odbarwień na fornirze, które mogłyby stać się widoczne po nałożeniu lakieru lub bejcy.
Czy można kleić sklejkę do ściany?
Tak, montaż arkuszy sklejki bezpośrednio do ściany jest możliwy przy użyciu polimerowych klejów montażowych o wysokim chwycie początkowym. W przypadku płyt o grubości przekraczającej 12 mm zalecamy stosowanie metody hybrydowej, czyli połączenia kleju z mechanicznymi sztyftami. Pozwala to na precyzyjne ustawienie pionu i zapobiega przesuwaniu się ciężkiego materiału przed pełnym utwardzeniem spoiwa.
Dlaczego sklejka wygina się po nałożeniu kleju?
Wyginanie się arkuszy to efekt jednostronnego wprowadzenia wilgoci, co powoduje pęcznienie włókien zewnętrznych i powstawanie naprężeń wewnętrznych. Aby temu zapobiec, należy nakładać klej możliwie cienką warstwą i stosować równomierny docisk na całej powierzchni przez minimum 30 minut. Skutecznym sposobem jest również klejenie sklejki w kontrolowanych warunkach, gdzie wilgotność powietrza oscyluje wokół 50 procent.
Czy klej poliuretanowy jest lepszy od PVA?
Klej poliuretanowy (PUR) wykazuje wyższą odporność termiczną i lepiej wypełnia mikroszczeliny dzięki procesowi lekkiego spieniania podczas wiązania. Jest niezastąpiony w konstrukcjach narażonych na ekstremalne warunki atmosferyczne, spełniając rygorystyczne normy klasy D4. Jednak w precyzyjnym stolarstwie meblowym to kleje PVA są częściej wybierane ze względu na łatwiejsze czyszczenie narzędzi oraz niższą cenę jednostkową.
Jak skleić sklejkę pod kątem 90 stopni bez specjalnych uchwytów?
Można wykorzystać technikę pomocniczych klocków oporowych oraz mocnej taśmy malarskiej, która zadziała jak elastyczny ścisk. Innym profesjonalnym sposobem jest użycie kleju cyjanoakrylowego na punktach krańcowych dla natychmiastowej stabilizacji, podczas gdy główna spoina z kleju PVA będzie schła wewnątrz złącza. Taka metoda pozwala na zachowanie idealnego kąta bez konieczności inwestowania w drogie ściski kątowe przy mniejszych projektach.