Sklejka do lasera: Kompletny poradnik wyboru materiału do cięcia i grawerowania
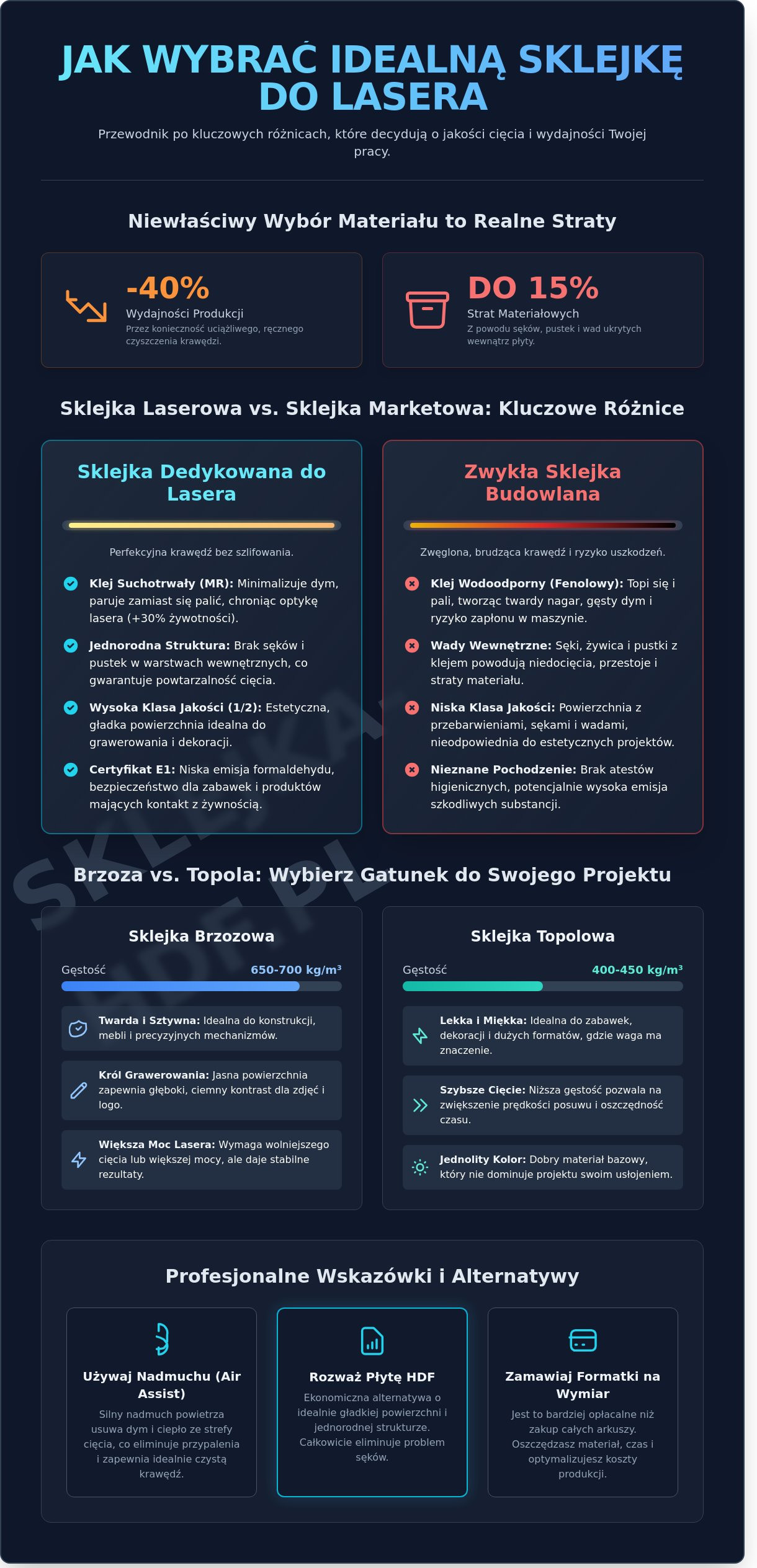
Czy wiedzieli Państwo, że niewłaściwy dobór surowca potrafi obniżyć wydajność produkcji o blisko 40% z powodu konieczności uciążliwego, ręcznego czyszczenia krawędzi? Nawet najbardziej zaawansowany ploter o mocy 100W nie poradzi sobie z materiałem, który posiada wady ukryte głęboko w warstwach wewnętrznych. Profesjonalna sklejka do lasera musi charakteryzować się nie tylko estetyczną powierzchnią klasy 1 lub 2, ale przede wszystkim jednorodną strukturą i odpowiednim rodzajem spoiny. To właśnie skład kleju decyduje o tym, czy krawędź pozostanie jasna, czy zostanie trwale oszpecona przez ciemne, tłuste wykwity.
Większość doświadczonych operatorów w Polsce zgadza się, że walka z sękami wewnątrz płyty to najczęstsza przyczyna strat materiałowych sięgających nieraz 15% całego nakładu. Poniższy poradnik wskazuje drogę do wyeliminowania tych problemów, oferując rzetelną wiedzę o tym, jak dobrać idealną sklejkę do lasera, aby uzyskać powtarzalne efekty bez konieczności szlifowania. W kolejnych sekcjach przeanalizujemy kluczowe parametry techniczne, od gęstości arkuszy po wysokie klasy higieniczności, oraz wyjaśnimy, dlaczego precyzyjne formatki na wymiar stanowią fundament zyskownej produkcji w każdym nowoczesnym warsztacie.
Najważniejsze Wnioski
- Zrozumiesz znaczenie kleju suchotrwałego (MR), który minimalizuje dymienie i chroni precyzyjną optykę Twojego urządzenia przed osadami.
- Poznasz techniczne różnice między brzozą a topolą, co pozwoli Ci optymalnie dobrać produkt, jakim jest sklejka do lasera, pod kątem twardości i estetyki projektu.
- Odkryjesz zalety płyty HDF jako gładkiej i ekonomicznej alternatywy, która dzięki swojej jednorodnej strukturze eliminuje problem sęków.
- Nauczysz się dobierać parametry mocy oraz korzystać z nadmuchu (Air Assist), aby trwale wyeliminować problem nieestetycznych przypaleń na krawędziach materiału.
- Dowiesz się, dlaczego zamawianie gotowych formatek na wymiar jest bardziej opłacalne niż zakup pełnych arkuszy i jak dzięki temu zoptymalizować koszty produkcji.
Co to jest sklejka do lasera i czym różni się od zwykłej płyty?
Profesjonalna sklejka to materiał kompozytowy powstający z nieparzystej liczby cienkich warstw forniru. Wersja dedykowana do obróbki termicznej różni się od standardowych płyt budowlanych przede wszystkim rodzajem zastosowanego spoiwa oraz rygorystyczną selekcją surowca. Sklejka do lasera musi zapewniać pełną powtarzalność cięcia, co jest niemożliwe przy użyciu przypadkowych materiałów z marketów budowlanych.
Kluczowym elementem odróżniającym te produkty jest klej suchotrwały (MR). W przeciwieństwie do spoiw wodoodpornych, klej MR paruje przy niższej temperaturze wiązki CO2. Ogranicza to powstawanie gęstego, tłustego dymu, który błyskawicznie osadza się na soczewkach i lustrach plotera. Dzięki temu optyka maszyny zachowuje sprawność o 30 procent dłużej między kolejnymi cyklami czyszczenia. Sklejka marketowa często zawiera sęki wewnętrzne i pustki wypełnione nadmiarem kleju. Podczas pracy laserem takie miejsca powodują niedocięcia. Operator zmuszony jest wtedy powtarzać proces lub ręcznie wycinać detale, co niszczy estetykę krawędzi i generuje straty materiałowe sięgające nawet 15 procent arkusza.
Budowa i klasy jakości sklejki laserowej
W branży laserowej najczęściej stosuje się klasy jakościowe 1/2 lub 1/1. Oznaczenie 1/1 informuje, że obie strony arkusza są niemal wolne od wad, przebarwień i sęków; jest to standard niezbędny przy produkcji dwustronnych dekoracji. Klasa 1/2 posiada jedną stronę idealną, a drugą z dopuszczalnymi drobnymi sękami zdrowymi. Grubość zewnętrznej okładziny, zazwyczaj od 0,5 mm do 1,5 mm, wpływa bezpośrednio na głębokość grawerunku. Zbyt cienki fornir może zostać przepalony na wylot przy próbie uzyskania ciemnego kontrastu. Krzyżowy układ warstw gwarantuje, że arkusz pozostaje płaski, co zapobiega gubieniu ogniskowej podczas pracy na dużym polu roboczym.
Rodzaj spoiwa a bezpieczeństwo pracy
Bezpieczeństwo produkcji zabawek, topperów czy artykułów biurowych wymaga stosowania płyt w klasie higieniczności E1. Gwarantuje to niską emisję formaldehydu, co potwierdzają atesty higieniczne wymagane na rynku polskim i europejskim. Wybierając materiał, należy zwrócić uwagę na kilka kluczowych cech:
- Kolor spoiny: Sklejka do lasera ma jasne, niemal niewidoczne spoiny. Ciemne lub czarne linie świadczą o użyciu kleju fenolowego (wodoodpornego), który pali się zamiast parować.
- Czystość cięcia: Spoiwo suchotrwałe pozwala uzyskać jasnobrązową, czystą krawędź, która nie wymaga szlifowania i nie brudzi rąk.
- Zapach: Materiał dedykowany do ploterów nie wydziela gryzącego, chemicznego zapachu podczas obróbki.
Sklejka wodoodporna nie nadaje się do precyzyjnego cięcia laserem CO2. Zawarty w niej klej topi się i tworzy twardy nagar, co skutkuje zwęglonymi krawędziami i ryzykiem zaprószenia ognia wewnątrz maszyny. Inwestycja w certyfikowaną sklejkę laserową to mniejsze zużycie tuby oraz krótszy czas obróbki wykończeniowej gotowego produktu.
Brzoza czy topola? Porównanie gatunków drewna do obróbki laserowej
Wybór odpowiedniego gatunku drewna determinuje nie tylko estetykę produktu finalnego, ale przede wszystkim parametry techniczne procesu cięcia i grawerowania. Sklejka brzozowa charakteryzuje się gęstością na poziomie 650-700 kg/m3, co czyni ją materiałem twardym, sztywnym i odpornym na odkształcenia mechaniczne. Z kolei sklejka topolowa, o gęstości oscylującej w granicach 400-450 kg/m3, stanowi znacznie lżejszą i miększą alternatywę. Wyższa gęstość brzozy bezpośrednio wpływa na to, jak sklejka do lasera reaguje na wiązkę światła. Materiał ten wymaga zastosowania większej mocy lasera CO2 lub zmniejszenia prędkości posuwu głowicy, jednak w zamian oferuje stabilność konstrukcyjną niezbędną w produkcji mebli, pudełek czy precyzyjnych mechanizmów.
Sklejka brzozowa – król grawerowania
Brzoza dominuje w projektach wymagających wysokiej szczegółowości i estetyki. Dzięki jasnej, niemal kremowej powierzchni oraz drobnemu rysunkowi słojów, grawerowanie zdjęć, kodów QR oraz logotypów uzyskuje głęboki, ciemnobrązowy kontrast. Najczęściej wybierana przez profesjonalistów sklejka brzozowa 3mm pozwala na zachowanie ostrych krawędzi bez nadmiernego zwęglania, pod warunkiem zastosowania silnego nadmuchu (Air Assist). Materiał ten jest standardem w elementach konstrukcyjnych, gdzie liczy się wytrzymałość na zginanie, która dla brzozy jest o około 35% wyższa niż w przypadku gatunków iglastych czy miękkich liściastych. Choć proces cięcia trwa dłużej, uzyskana krawędź jest gładka i jednolita.
Sklejka topolowa – kiedy warto ją wybrać?
Topola to materiał dedykowany do szybkich realizacji, prototypowania i dużych formatów. Dzięki niskiej masie własnej idealnie sprawdza się w modelarstwie lotniczym oraz przy tworzeniu wielkogabarytowych dekoracji ściennych, które nie powinny nadmiernie obciążać konstrukcji mocujących. Przy tej samej mocy lasera, cięcie topoli przebiega o około 30% szybciej niż brzozy, co realnie obniża koszty eksploatacji plotera i zużycie energii. Należy jednak pamiętać o ograniczeniach: topola jest podatna na wgniecenia, a jej grawer jest zazwyczaj jaśniejszy i mniej wyrazisty. Podczas planowania projektów o wysokiej powtarzalności, warto przeanalizować techniczne właściwości płyty HDF, która w wielu aplikacjach reklamowych stanowi budżetową i jednorodną alternatywę dla naturalnej sklejki.
Wybierając surowiec do parku maszynowego, należy zawsze brać pod uwagę specyfikację konkretnego urządzenia. Zapoznanie się z aktualną ofertą na sklejka-hdf.pl ułatwi precyzyjny dobór grubości arkuszy do planowanych obciążeń i mocy posiadanego tubusu CO2. Każda sklejka do lasera powinna być selekcjonowana pod kątem braku sęków wewnątrz warstw, co zapobiega powstawaniu niedocięć podczas pracy automatycznej.
Płyta HDF jako nowoczesna alternatywa dla sklejki do lasera
Płyta HDF to materiał z włókien drzewnych o wysokiej gęstości, która zazwyczaj przekracza 800 kg/m³. Stanowi ona doskonałą alternatywę dla produktów takich jak sklejka do lasera, szczególnie w projektach wymagających pełnej powtarzalności. Jednorodna struktura HDF eliminuje ryzyko natrafienia na sęki lub puste przestrzenie wewnątrz arkusza. Takie wady materiałowe w sklejce często prowadzą do niedocięć i konieczności powtarzania procesu obróbki. HDF charakteryzuje się idealnie gładką powierzchnią, co redukuje czas potrzebny na przygotowanie materiału do dalszego wykończenia.
Surowa płyta HDF o grubości 3mm dominuje w pracowniach laserowych jako podstawowy materiał na prototypy. Jest to rozwiązanie wybitnie ekonomiczne. Koszt zakupu arkusza HDF bywa o 25% do 35% niższy niż w przypadku sklejki brzozowej wysokiej klasy. Pozwala to na swobodne testowanie pasowań i konstrukcji mechanicznych bez generowania wysokich kosztów odpadów produkcyjnych.
Grawerowanie w płytach HDF lakierowanych
Lakierowane warianty HDF otwierają nowe możliwości estetyczne bez konieczności ręcznego malowania detali. Podczas grawerowania wiązka lasera precyzyjnie usuwa cienką warstwę lakieru, odsłaniając rdzeń materiału. Tworzy to wyraźny, dwukolorowy kontrast, który wygląda profesjonalnie i nowocześnie. Czarna płyta lakierowana jest chętnie wybierana do produkcji eleganckich dyplomów, tabliczek informacyjnych czy podziękowań okolicznościowych. Stabilność koloru powłoki gwarantuje, że każda partia produktów będzie wyglądać identycznie. Dodatkową zaletą jest łatwość utrzymania czystości, ponieważ lakierowana powierzchnia nie chłonie pyłu tak intensywnie jak surowe drewno.
HDF vs sklejka – analiza kosztów i efektów
Decyzja o wyborze surowca powinna opierać się na specyfice konkretnego zamówienia. Sklejka do lasera pozostaje niezastąpiona tam, gdzie klient oczekuje naturalnego rysunku słojów i najwyższej odporności na pękanie. Jednak płyty HDF wygrywają w kategoriach precyzji przy bardzo drobnych elementach. Poniżej przedstawiamy kluczowe porównanie parametrów:
- Sztywność: Formatyki HDF 3mm są sztywniejsze od sklejki o tej samej grubości, co ułatwia montaż ciasno pasowanych konstrukcji pudełkowych.
- Precyzja detali: Wysoka gęstość włókien pozwala na wycinanie ażurowych wzorów o szerokości linii nawet 0,4 mm bez ryzyka wykruszenia krawędzi.
- Czystość obróbki: HDF lakierowany można wyczyścić po cięciu za pomocą zwykłej ściereczki, co oszczędza czas na etapie postprodukcji.
W projektach wymagających milimetrowej dokładności, HDF zachowuje lepszą stabilność wymiarową niż materiały warstwowe. Nie odkształca się tak łatwo pod wpływem punktowego nagrzewania wiązką lasera, co jest kluczowe przy produkcji skomplikowanych makiet architektonicznych i modeli inżynieryjnych.
Parametry cięcia i najczęstsze błędy przy pracy ze sklejką
Precyzyjna obróbka materiałów drewnopochodnych wymaga rygorystycznego podejścia do ustawień technicznych. Każda sklejka do lasera posiada unikalną gęstość i wilgotność, co bezpośrednio wpływa na efekt końcowy. Standardowe parametry dla ploterów o mocy 80-100W zazwyczaj oscylują w granicach 20-35 mm/s dla grubości 3mm oraz 15-25 mm/s dla 4mm. Przy arkuszach 6mm prędkość często spada poniżej 12 mm/s, aby zapewnić pełne przebicie wiązki przez wszystkie warstwy forniru i kleju. Należy pamiętać, że zbyt niska prędkość przy wysokiej mocy prowadzi do zwęglania krawędzi, natomiast zbyt wysoka skutkuje niedocięciami, które wymuszają ręczne wyłamywanie elementów.
Optymalizacja ustawień plotera laserowego
Kluczem do powtarzalności produkcji jest wykonanie testu matrycy mocy i prędkości dla każdej nowej partii materiału. Nawet sklejka o tej samej grubości od tego samego dostawcy może różnić się twardością wewnętrznych warstw. Ważnym aspektem jest dobór ogniskowej soczewki. Do cienkich materiałów (3-4mm) najlepiej sprawdza się soczewka 2.0 cala, która zapewnia najcieńszą linię cięcia. Przy grubościach 6mm i większych, warto rozważyć soczewkę 2.5 cala. Pozwala ona uzyskać bardziej prostopadłe krawędzie dzięki dłuższemu odcinkowi skupionej wiązki. Systematyczna konserwacja, w tym czyszczenie luster i soczewki co 8 godzin pracy, zapobiega stratom mocy, które mogą wynosić nawet 15-20% przy zabrudzonej optyce.
Jak uniknąć przypaleń i odkształceń?
Efektywny nadmuch (Air Assist) to najważniejszy element chroniący przed płomieniami i osadem. Silny strumień powietrza wypycha dym z obszaru roboczego i chłodzi miejsce cięcia, co minimalizuje żółte naloty. Jeśli mimo to na powierzchni pojawiają się zabrudzenia, można je usunąć drobnym papierem ściernym (gradacja P240) lub izopropanolem. Aby całkowicie wyeliminować ślady dymu przy grawerowaniu, specjaliści stosują papierową taśmę malarską, którą nakleja się na lico przed obróbką.
- Ochrona spodu: Używaj podpór igłowych lub czystego plastra miodu, aby uniknąć „odbić” wiązki od stołu, które zostawiają czarne punkty na spodzie materiału.
- Problem niedocięć: Jeśli laser napotka sęk lub nadmiar kleju wewnątrz struktury, zwiększ moc o 5% zamiast drastycznie zwalniać tempo pracy.
- Magazynowanie: Arkusze przechowuj wyłącznie na płasko w pomieszczeniach o wilgotności 45-55%. Sklejka przechowywana pionowo wygina się, co uniemożliwia poprawne złapanie ostrości przez soczewkę.
Wybierając sprawdzoną sklejkę do lasera, redukujesz ryzyko wystąpienia pustych przestrzeni i nadmiaru żywicy, co przekłada się na dłuższą żywotność tuby CO2 i lepszą jakość krawędzi. Precyzyjne dopasowanie parametrów do konkretnego gatunku drewna pozwala skrócić czas obróbki o około 10-15% przy zachowaniu najwyższych standardów estetycznych.
Sklejka na wymiar – jak zamawiać materiał, by oszczędzać czas i pieniądze?
Zakup materiału w standardowych arkuszach o wymiarach 1525×1525 mm wydaje się ekonomiczny tylko w teorii. W praktyce, dla posiadacza plotera CO2, wiąże się to z koniecznością posiadania piły formatowej oraz dużej przestrzeni magazynowej. Samodzielne rozcinanie dużych płyt często generuje odpady sięgające 15-20% powierzchni surowca, co przy obecnych cenach drewna w Polsce realnie podnosi koszt jednostkowy każdego projektu. Sklejka do lasera zamówiona w gotowych formatkach eliminuje te problemy, pozwalając na natychmiastowe rozpoczęcie pracy po wyjęciu przesyłki z opakowania.
Dopasowanie wymiaru formatki do pola roboczego lasera (np. 600×400 mm lub 900×600 mm) to najprostszy sposób na optymalizację produkcji. Dzięki temu unikasz martwych stref i maksymalnie wykorzystujesz dostępną powierzchnię cięcia. W sklejka-hdf.pl dbamy o bezpieczeństwo transportu, stosując dedykowane zabezpieczenia krawędzi i narożników. Wykorzystujemy wielowarstwową tekturę falistą oraz przekładki, które chronią materiał przed obiciami w sortowniach kurierskich. Uszkodzony róg formatki to strata, na którą profesjonalna pracownia nie może sobie pozwolić.
Zalety zamawiania formatek online
Mechaniczne cięcie arkuszy przed wysyłką gwarantuje precyzję, której trudno oczekiwać przy użyciu wyrzynarki czy piły ręcznej. Dokładność wymiarowa naszych maszyn wynosi 0,1 mm, co zapewnia idealnie proste krawędzie i ułatwia pozycjonowanie materiału na stole typu plaster miodu. Usługa sklejka na wymiar pozwala na błyskawiczną wycenę surowca, co ułatwia przygotowywanie ofert dla klientów końcowych. W małych pracowniach, gdzie liczy się każdy metr kwadratowy, brak konieczności przechowywania pyłu drzewnego z cięcia wstępnego znacząco poprawia higienę pracy.
- Brak kosztów związanych z utrzymaniem i serwisem własnych pił mechanicznych.
- Oszczędność czasu: materiał trafia bezpośrednio pod głowicę lasera.
- Możliwość zamówienia dokładnie takiej liczby sztuk, jaka jest potrzebna do realizacji zlecenia.
Wybór dostawcy i logistyka
Wybierając dostawcę, należy kierować się nie tylko ceną za metr kwadratowy, ale przede wszystkim powtarzalnością partii materiału. Stabilna sklejka do lasera powinna pochodzić z jednej selekcji, co gwarantuje identyczne parametry cięcia przy każdym zamówieniu. Czas realizacji w sklejka-hdf.pl jest zoptymalizowany pod kątem ciągłości produkcji naszych partnerów; większość zamówień opuszcza magazyn w ciągu 48-72 godzin. Dla nietypowych projektów oferujemy pełną personalizację wymiarów, co pozwala na realizację zleceń wykraczających poza standardowe katalogi produktów. Solidny partner logistyczny i transparentny system powiadomień o statusie przesyłki to fundamenty, na których budujemy długofalowe relacje z polskimi producentami dekoracji i gadżetów reklamowych.
Wybierz profesjonalny materiał do swoich projektów
Sukces w obróbce laserowej zależy od połączenia umiejętności operatora z jakością surowca. Wybór między jasną sklejką brzozową a lekką topolą determinuje nie tylko czas pracy urządzenia, ale przede wszystkim estetykę krawędzi i trwałość gotowego produktu. Pamiętaj, że odpowiednio dobrana sklejka do lasera minimalizuje ryzyko przypaleń i odprysków, co bezpośrednio przekłada się na mniejszą liczbę odpadów w Twoim warsztacie. Stosowanie wyselekcjonowanych gatunków w klasie 1/1 eliminuje problemy z ukrytymi wadami strukturalnymi, które mogłyby zniweczyć wielogodzinną pracę grawera. Każdy arkusz przechodzi rygorystyczną selekcję, aby zapewnić idealnie płaską powierzchnię niezbędną przy precyzyjnym ogniskowaniu wiązki.
Precyzyjne docięcie materiału z dokładnością do 1 mm pozwala na maksymalne wykorzystanie pola roboczego maszyny i znaczną oszczędność czasu. Zamiast samodzielnie formatować duże płyty, możesz skupić się na procesie twórczym i realizacji zleceń. Zapewniamy szybką wysyłkę bezpiecznie zapakowanych formatek na terenie całej Polski, co gwarantuje ciągłość Twojej produkcji bez względu na skalę zamówienia. To sprawdzone rozwiązanie dla firm i hobbystów, którzy cenią sobie powtarzalne parametry techniczne i czystość obrabianego materiału.
Zamów precyzyjne formatki sklejki do swojego lasera na sklejka-hdf.pl i postaw na sprawdzoną jakość, która podniesie standard Twoich realizacji.
Często zadawane pytania dotyczące wyboru sklejki do lasera
Jaka sklejka do lasera jest najlepsza dla początkujących?
Dla osób rozpoczynających pracę z ploterem CO2 optymalnym wyborem jest sklejka do lasera brzozowa w klasie 1/2 lub 2/2. Materiał ten charakteryzuje się jasną, jednorodną powierzchnią i minimalną liczbą sęków, co znacząco ogranicza ryzyko wystąpienia niedocięć. Suchotrwała spoina mocznikowa stosowana w tym typie płyt odparowuje pod wpływem wiązki, nie pozostawiając trudnych do usunięcia osadów na soczewce urządzenia.
Czy zwykła sklejka z marketu budowlanego nadaje się do cięcia laserem?
Standardowa sklejka z marketów budowlanych często zawiera spoiny wodoodporne, które podczas obróbki termicznej ulegają zwęglaniu zamiast czystego odparowania. Powoduje to powstawanie szerokich, osmolonych krawędzi i wymusza stosowanie mocy lasera wyższej o 25% w stosunku do materiałów dedykowanych. Dodatkowo arkusze ogólnobudowlane rzadko spełniają rygorystyczne normy wilgotności poniżej 10%, co prowadzi do częstych odkształceń materiału w trakcie cięcia.
Dlaczego sklejka do lasera 3mm jest najczęściej wybieraną grubością?
Sklejka do lasera o grubości 3mm stanowi idealny kompromis między sztywnością konstrukcji a szybkością procesu obróbki. Przy tym wymiarze standardowy laser o mocy 60W osiąga prędkość cięcia na poziomie 20 mm/s, co pozwala na wydajną produkcję detali przy zachowaniu idealnie czystej krawędzi. Statystyki warsztatowe pokazują, że 70% projektów dekoracyjnych i modelarskich bazuje na tym formacie ze względu na jego uniwersalność i lekkość.
Jak uniknąć czarnych brzegów przy cięciu sklejki laserem?
Kluczem do uzyskania jasnych krawędzi jest zastosowanie silnego nadmuchu powietrza o ciśnieniu minimum 2 barów bezpośrednio w punkt cięcia. Przyspiesza to usuwanie gazów i skutecznie chłodzi strefę termiczną, zapobiegając nadmiernemu zwęglaniu drewna. Warto również okleić powierzchnię materiału papierową taśmą malarską, która chroni lico przed osadami powstającymi podczas spalania kleju i żywicy.
Czy grawerowanie w płycie HDF jest bezpieczne dla urządzenia?
Grawerowanie w płycie HDF jest w pełni bezpieczne dla plotera, o ile stosuje się materiały o klasie higieniczności E1 lub wyższej. Płyty te mają gęstość przekraczającą 850 kg/m3, co pozwala na uzyskanie bardzo precyzyjnych i kontrastowych wzorów bez ryzyka uszkodzenia układu optycznego. Należy jedynie pamiętać o częstszym czyszczeniu luster, ponieważ proces ten generuje o 15% więcej drobnego pyłu niż obróbka sklejki brzozowej.
Co zrobić, gdy sklejka do lasera jest wygięta w łódkę?
Wygięty arkusz można ustabilizować na stole roboczym za pomocą silnych magnesów neodymowych lub dedykowanych docisków montowanych do podłoża typu plaster miodu. Jeśli sklejka do lasera wymaga trwałego wyprostowania, skuteczną metodą jest delikatne zwilżenie wklęsłej strony i pozostawienie płyty pod obciążeniem 20 kg na płaskiej powierzchni przez 24 godziny. Najlepszą profilaktyką jest przechowywanie materiału w poziomie w pomieszczeniach o wilgotności powietrza 45-55%.
Jakie są różnice w cięciu sklejki brzozowej a topolowej?
Sklejka topolowa jest o około 35% lżejsza i znacznie miększa od brzozowej, co umożliwia pracę z mniejszą mocą lasera i zwiększenie tempa produkcji. Brzoza oferuje jednak wyższą wytrzymałość mechaniczną i twardszą powierzchnię, która lepiej przyjmuje grawerowanie detali o wysokiej rozdzielczości. Wybór zależy od przeznaczenia produktu. Topola dominuje w lekkim modelarstwie, natomiast brzoza jest standardem w produkcji trwałych opakowań i gadżetów reklamowych.
Gdzie kupić wysokiej jakości sklejkę do lasera dociętą na wymiar?
Wysokiej jakości surowiec najlepiej zamawiać u wyspecjalizowanych dostawców, takich jak sklejka-hdf.pl, którzy oferują formatowanie arkuszy z precyzją do 0,5 mm. Profesjonalne hurtownie gwarantują powtarzalność parametrów technicznych i odpowiednie warunki magazynowania, co eliminuje problem wilgotnego lub zanieczyszczonego surowca. Zakup gotowych formatatek pozwala na natychmiastowe rozpoczęcie pracy bez konieczności samodzielnego dzielenia dużych płyt o wymiarach 1525×1525 mm.