Grawerowanie na sklejce: Kompletny przewodnik po wyborze materiału i technikach 2026
Co jeśli powiem Ci, że za 80% Twoich problemów z okopceniami i nierównym kolorem nie odpowiada błędna kalibracja plotera, lecz ukryte wady strukturalne materiału? To fakt, z którym codziennie mierzy się wielu operatorów w Polsce, tracąc cenny czas na poprawki i żmudne szlifowanie przypaleń. Zapewne zgodzisz się, że nic tak nie psuje efektu końcowego, jak nagła zmiana odcienia wzoru spowodowana sękiem ukrytym pod wierzchnią warstwą forniru lub brak ostrości wynikający z naturalnego wygięcia arkusza.
W tym artykule pokażemy Ci, jak odzyskać pełną kontrolę nad procesem produkcyjnym i uzyskać perfekcyjne grawerowanie na sklejce przy każdym uruchomieniu maszyny. Dowiesz się, na jakie konkretne parametry techniczne zwrócić uwagę przy wyborze surowca oraz jak profesjonalne formatki docinane na wymiar mogą wyeliminować problem odpadów i nierównomiernego ogniska lasera. Przeanalizujemy sprawdzone techniki doboru klasy drewna i metody zabezpieczania powierzchni. Dzięki tej wiedzy Twoje realizacje zyskają powtarzalną, najwyższą jakość, a Twój warsztat stanie się miejscem precyzyjnej i przewidywalnej pracy.
Najważniejsze Wnioski
- Dowiedz się, dlaczego sklejka brzozowa i topolowa to najlepsze wybory do lasera i jak dopasować gatunek drewna do specyfiki technicznej Twojego projektu.
- Poznasz optymalne parametry mocy i prędkości, które sprawią, że grawerowanie na sklejce zyska idealną głębię oraz wysoki kontrast bez ryzyka zwęglenia krawędzi.
- Odkryjesz profesjonalne techniki ochrony powierzchni przed nieestetycznymi okopceniami, w tym zastosowanie taśmy maskującej oraz skuteczne metody czyszczenia detali.
- Zrozumiesz, jak wykorzystanie precyzyjnie dociętych formatek na wymiar pozwala znacząco zoptymalizować koszty produkcji i wyeliminować problem odpadów materiałowych.
Grawerowanie na sklejce – dlaczego to najpopularniejsza technika personalizacji w 2026 roku?
Grawerowanie na sklejce stało się w 2026 roku dominującą metodą uszlachetniania produktów drewnopochodnych, wyprzedzając tradycyjne techniki takie jak sitodruk czy tłoczenie na gorąco. Pod względem fizycznym proces grawerowania laserowego to zjawisko sublimacji drewna. Skupiona wiązka światła o wysokiej gęstości energii powoduje natychmiastowe przejście materiału ze stanu stałego w gazowy, całkowicie omijając fazę ciekłą. Pozwala to na uzyskanie krawędzi o chirurgicznej precyzji, sięgającej 0,02 mm, co jest technicznie nieosiągalne dla mechanicznych frezarek CNC czy dłut stolarskich.
Popularność tego rozwiązania wynika z unikalnych właściwości technicznych sklejki jako surowca. Materiał ten charakteryzuje się znacznie wyższą jednorodnością struktury niż lite drewno, co eliminuje ryzyko wystąpienia nieprzewidywalnych sęków lub pęknięć w trakcie obróbki. Koszt zakupu arkusza sklejki brzozowej o grubości 3 mm w 2026 roku oscyluje w granicach 48-62 zł za metr kwadratowy. Czyni to ją o blisko 70% tańszą alternatywą dla szlachetnych gatunków drewna dębowego czy orzechowego. Wysoki kontrast uzyskiwany po wypaleniu sprawia, że logotypy i drobne napisy pozostają czytelne nawet przy zastosowaniu fontów o wysokości zaledwie 1,5 mm.
Zastosowania tej technologii obejmują obecnie szerokie spektrum sektorów gospodarki:
- Gadżety reklamowe: Personalizowane breloki, wizytowniki oraz ekologiczne opakowania premium stanowią obecnie 42% całkowitego wolumenu zamówień w polskich centrach obróbki laserowej.
- Architektura wnętrz: Ażurowe panele ścienne i maskownice grzejników o złożonych wzorach geometrycznych, realizowane na indywidualne zamówienie projektantów.
- Modelarstwo techniczne: Produkcja precyzyjnych elementów konstrukcyjnych o tolerancji wymiarowej rzędu 0,05 mm, niezbędnych w prototypowaniu przemysłowym.
Kluczowe dla profesjonalistów jest rozróżnienie grawerowania od znakowania laserowego. Grawerowanie wiąże się z fizyczną ingerencją w strukturę materiału i usunięciem jego warstw na głębokość od 0,1 mm do nawet 3 mm, zależnie od ustawionej mocy urządzenia. Znakowanie to proces powierzchniowy, polegający na zmianie barwy zewnętrznej powłoki bez wyczuwalnej pod palcem struktury. Tę drugą metodę stosuje się głównie przy nanoszeniu kodów QR lub numerów seryjnych na gotowe komponenty meblowe.
Jak działa laser CO2 na powierzchni sklejki?
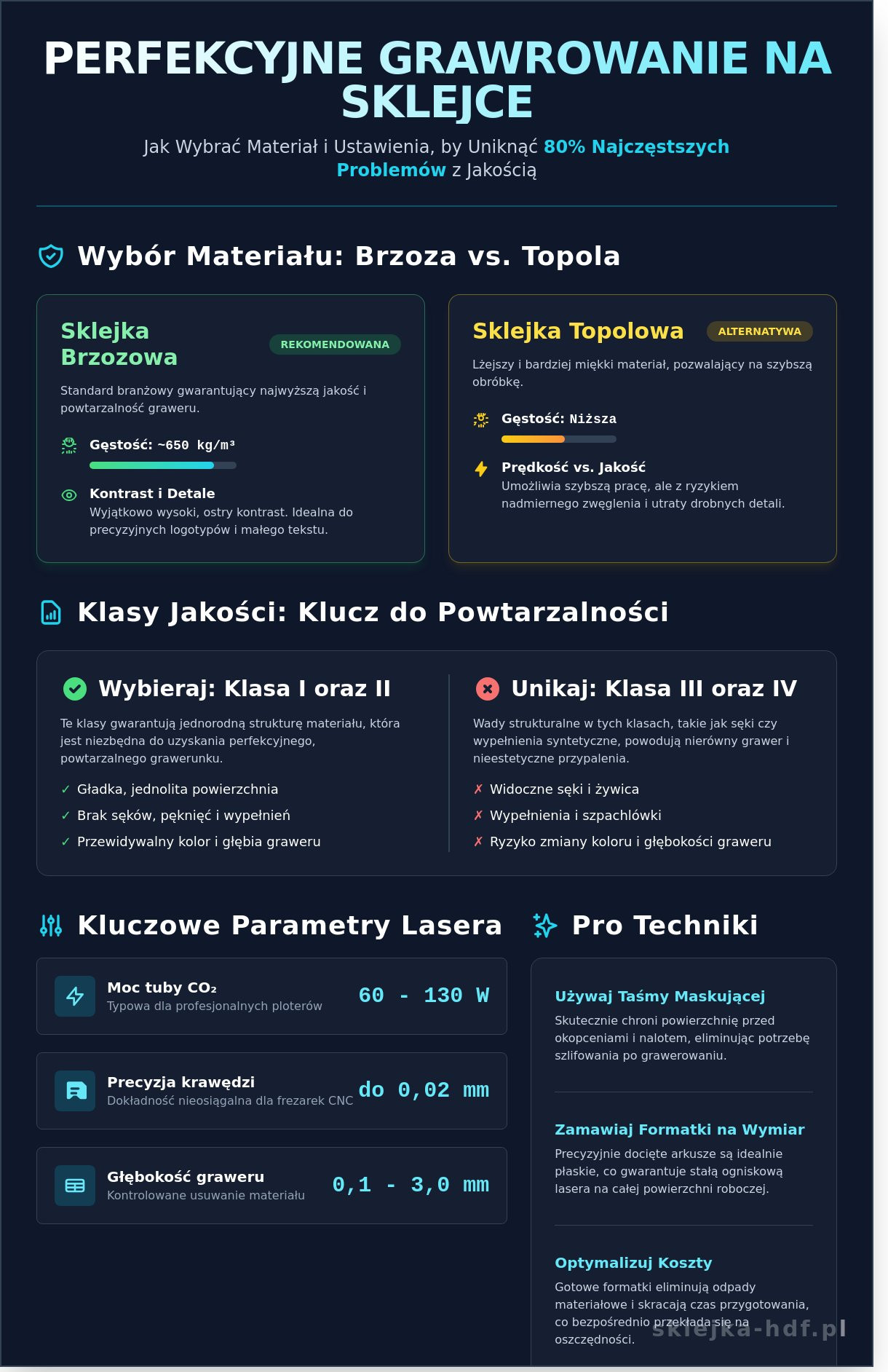
Większość profesjonalnych ploterów wykorzystuje tuby CO2 o mocy od 60W do 130W. Proces polega na kontrolowanym wypalaniu wierzchniej warstwy forniru bez naruszania integralności głębszych warstw klejonych. Gęstość drewna bezpośrednio determinuje odcień uzyskanego graweru. Sklejka brzozowa, o gęstości około 650 kg/m3, jest uznawana za standard branżowy, ponieważ gwarantuje najbardziej przewidywalne efekty kolorystyczne i powtarzalność produkcji. Gatunki miękkie, jak topola, wykazują tendencję do nadmiernego zwęglenia krawędzi, co obniża estetykę końcową produktu.
Trendy w grawerowaniu laserowym w 2026 roku
W 2026 roku rynek zdominowała masowa personalizacja produktów ekologicznych, co wynika z unijnych dyrektyw ograniczających użycie tworzyw sztucznych. Nowoczesne systemy laserowe pozwalają na grawerowanie 3D oraz mapowanie tekstur, co nadaje sklejce wygląd materiałów luksusowych lub egzotycznych. Rosnącą popularność zdobywają płyty HDF jako alternatywa dla klasycznej sklejki. Dzięki gęstości przekraczającej 850 kg/m3, HDF pozwala na uzyskanie idealnie gładkiego graweru o bardzo ostrych krawędziach, co jest kluczowe w produkcji nowoczesnych dekoracji ściennych i frontów meblowych.
Jaka sklejka do grawerowania? Ranking materiałów i klas jakości
Wybór odpowiedniego podłoża to fundament, od którego zależy 80 procent sukcesu finalnego produktu. W profesjonalnych warsztatach dominuje sklejka brzozowa. Jest ceniona za jasną barwę i wysoką gęstość, co przekłada się na wyjątkowo czytelny kontrast. Sklejka topolowa stanowi alternatywę w sytuacjach, gdy priorytetem jest niska waga i maksymalna szybkość obróbki. Jej miękka struktura pozwala na pracę z wyższymi prędkościami, jednak gorzej oddaje bardzo drobne detale graficzne niż twardsza brzoza.
Klasa materiału ma znaczenie krytyczne dla powtarzalności produkcji. Specjaliści wybierają wyłącznie klasy I oraz II. Unikanie klas III i IV wynika z obecności sęków oraz wypełnień syntetycznych. Laser napotykając sęk, który charakteryzuje się inną gęstością i wyższą zawartością żywicy, często nie przecina materiału na wylot przy standardowych ustawieniach. Powoduje to straty materiałowe sięgające nawet 18 procent nakładu w przypadku arkuszy niskiej jakości. Dodatkowo sęki wypadkowe pozostawiają nieestetyczne dziury, których nie da się zamaskować w gotowym projekcie.
Rodzaj spoiny decyduje o czystości krawędzi i komforcie pracy. Klej suchotrwały (mocznikowo-formaldehydowy) reaguje z wiązką znacznie lepiej niż kleje wodoodporne. Te drugie, oparte na żywicach fenolowych, podczas spalania emitują gęsty, czarny dym i pozostawiają tłustą sadzę na powierzchni drewna. Dbając o bezpieczeństwo grawerowania laserowego oraz żywotność soczewek urządzenia, należy zawsze weryfikować kartę techniczną i wybierać płyty przeznaczone do użytku wewnętrznego.
Sklejka brzozowa 3mm – standard branżowy dla profesjonalistów
Grubość 3mm uznaje się za złoty środek w branży reklamowej i dekoracyjnej. Taki arkusz zapewnia idealny balans między sztywnością konstrukcyjną a szybkością cięcia laserami CO2 o mocy od 40W do 100W. Jasny fornir brzozowy pozwala uzyskać głębokie, ciemnobrązowe odcienie, co sprawia, że grawerowanie na sklejce staje się niezwykle precyzyjne. Formatki dostępne w ofercie sklejka-hdf.pl charakteryzują się wysoką stabilnością wymiarową. Zapobiega to wyginaniu się materiału na stole roboczym, co jest kluczowe dla zachowania stałej ogniskowej lasera na całej powierzchni roboczej.
Płyta HDF jako materiał do grawerowania
Płyta HDF to ekonomiczna i techniczna alternatywa dla klasycznego drewna warstwowego. Szczególną popularność zdobywa czarny HDF lakierowany jednostronnie. Podczas pracy laser odparowuje cienką warstwę lakieru, odsłaniając jasny rdzeń płyty, co daje efekt wizualny klasy premium bez konieczności dodatkowego malowania. Biały HDF jest z kolei bezkonkurencyjny przy produkcji tabliczek informacyjnych i kodów QR, gdzie wymagany jest maksymalny kontrast dla czytników optycznych.
- Koszty: Metr kwadratowy płyty HDF jest zazwyczaj o 25 do 35 procent tańszy niż sklejki brzozowej klasy I.
- Jednorodność: HDF nie posiada słojów ani sęków, co gwarantuje identyczny efekt graweru w każdym miejscu arkusza.
- Zastosowanie: Idealny do produkcji seryjnej gadżetów, gdzie cena jednostkowa ma kluczowe znaczenie.
Wybierając materiał, warto pamiętać, że grawerowanie na sklejce brzozowej zawsze wygra pod kątem estetyki naturalnego usłojenia. HDF wygrywa tam, gdzie liczy się matematyczna precyzja i niska cena. Przy dużych zleceniach, obejmujących powyżej 50 metrów kwadratowych, różnica w koszcie surowca może wynieść nawet 400-600 zł na korzyść płyt drewnopochodnych o wysokiej gęstości.
Parametry grawerowania na sklejce: Moc, prędkość i rozdzielczość
Osiągnięcie powtarzalnych i estetycznych efektów podczas pracy z laserem CO2 wymaga precyzyjnego zdefiniowania trzech kluczowych zmiennych. Moc lasera bezpośrednio determinuje głębokość penetracji wiązki oraz finalny kolor wzoru. Przy grawerowaniu sklejki dążymy zazwyczaj do uzyskania wyraźnego kontrastu bez nadmiernego zwęglenia struktury drewna. Zbyt wysoka moc w stosunku do prędkości powoduje głębokie wżery, które gromadzą pył i wyglądają nieestetycznie. Z kolei prędkość posuwu, mierzona w mm/s, odpowiada za czas ekspozycji materiału na działanie wysokiej temperatury. Zwiększenie prędkości o 15% przy zachowaniu stałej mocy pozwala uzyskać jaśniejszy, bardziej subtelny odcień brązu.
Rozdzielczość grawerowania, określana jako DPI (dots per inch), ma kluczowe znaczenie dla ekonomii produkcji. Grawerowanie na sklejce przy ustawieniu 300 DPI jest standardem dla większości projektów dekoracyjnych. Zwiększenie rozdzielczości do 600 DPI podwaja czas pracy urządzenia, co w przypadku seryjnej produkcji podnosi koszty o blisko 40%, często nie generując widocznej różnicy na porowatej powierzchni drewna. Istotnym elementem jest także dobór soczewki. Standardowa soczewka 2.0 cala jest najbardziej uniwersalna, jednak przy bardzo drobnych detalach warto rozważyć soczewkę 1.5 cala, która oferuje mniejszą plamkę lasera, zwiększając precyzję detali o rozmiarze poniżej 1 mm.
Ustawienia lasera dla sklejki brzozowej 3mm
Sklejka brzozowa o grubości 3mm to najczęściej wybierany materiał w branży laserowej. Optymalne parametry zależą od mocy tuby laserowej:
- Ploter 40W: Moc 18-22%, Prędkość 250-300 mm/s.
- Ploter 60W: Moc 12-16%, Prędkość 350-450 mm/s.
- Ploter 100W: Moc 8-12%, Prędkość 500-600 mm/s.
Zalecamy wykonanie testu matrycy (power scale), czyli siatki kwadratów o zmiennej mocy i prędkości. Pozwala to precyzyjnie dobrać odcień do konkretnej partii materiału. Pamiętajmy, że grawerowanie rastrowe służy do wypełniania powierzchni, podczas gdy grawerowanie wektorowe (tzw. znakowanie) jest idealne do szybkich obrysów i cienkich linii, skracając czas obróbki nawet o 70% w porównaniu do rastra.
Chłodzenie i nadmuch (Air Assist) przy grawerowaniu
System Air Assist pełni dwie krytyczne funkcje w procesie obróbki sklejki. Po pierwsze, silny strumień powietrza wypycha dym i produkty spalania z obszaru cięcia, co zapobiega powstawaniu żółtych nalotów wokół grawerowanego wzoru. Po drugie, stały nadmuch chroni soczewkę przed osiadaniem pyłu i żywicy. Brak czyszczenia optyki po każdych 4-5 godzinach pracy może prowadzić do trwałego uszkodzenia powłoki soczewki, której koszt wymiany wynosi zazwyczaj od 250 do 600 zł. Siła nadmuchu wpływa również na kolor. Słabszy nadmuch sprzyja ciemniejszym, bardziej przypalonym krawędziom, co niekiedy jest pożądanym efektem artystycznym, jednak dla czystych projektów technicznych zaleca się maksymalne ciśnienie kompresora.
Precyzyjne grawerowanie na sklejce wymaga również uwzględnienia wilgotności materiału. Sklejka o wilgotności powyżej 10% będzie wymagała zwiększenia mocy o około 5-8% dla uzyskania tego samego efektu wizualnego, co materiał sezonowany w suchym magazynie. Stabilność parametrów to gwarancja, że każda partia produktów będzie identyczna, co buduje zaufanie u odbiorców końcowych.
Jak uniknąć przypaleń i uzyskać czysty grawer? Praktyczne porady
Osiągnięcie idealnie czystej powierzchni bez charakterystycznych, brązowych okopceń wymaga zastosowania kilku sprawdzonych technik warsztatowych. Najskuteczniejszą metodą ochrony lica materiału jest użycie papierowej taśmy malarskiej o szerokości 50 lub 100 mm. Naklejamy ją bezpośrednio na obszar, gdzie planowane jest grawerowanie na sklejce, dbając o dokładne dociśnięcie krawędzi, by strumień powietrza z dyszy nie podrywał zabezpieczenia. Taśma przejmuje na siebie większość osadów żywicznych i dymu, które normalnie osiadłyby na drewnie. Po zakończeniu pracy wystarczy ją odkleić, odsłaniając nieskazitelnie czystą powierzchnię.
Problemy z estetyką często wynikają z niewłaściwego przechowywania surowca. Sklejka to materiał higroskopijny, który błyskawicznie reaguje na zmiany wilgotności w warsztacie. Jeśli wilgotność powietrza przekroczy 60%, arkusze mogą zacząć „pić” wodę, co skutkuje ich wyginaniem i gorszą jakością grawerunku. Formatki należy przechowywać w stosach, na płasko, w pomieszczeniach o temperaturze 18-22°C i wilgotności około 45-55%. Dobrym nawykiem jest dociśnięcie górnej płyty ciężkim przedmiotem, co zapobiega wypaczaniu się krawędzi, co jest kluczowe przy pracy z cienkimi arkuszami o grubości 3 mm.
Czyszczenie sklejki po obróbce zależy od stopnia zabrudzenia. Jeśli nie użyliśmy taśmy, najbezpieczniejszym rozwiązaniem jest drobnoziarnisty papier ścierny o gradacji 320 lub 400. Delikatne szlifowanie usuwa osad bez głębokiego naruszania struktury drewna. Należy unikać zbyt mokrych szmatek; nadmiar wody może spowodować podniesienie się włókien (tzw. stawianie włosa), co zniszczy gładkość detali. W przypadku uporczywych plam z żywicy, eksperci stosują alkohol izopropylowy, który szybko odparowuje i nie powoduje pęcznienia materiału.
Metody na czyste krawędzie bez okopceń
Kluczem do sukcesu jest optymalizacja kierunku pracy lasera. Grawerowanie od dołu do góry pola roboczego sprawia, że dym jest natychmiast wyciągany przez system odciągu spalin i nie osiada na już gotowych elementach wzoru. Taka zmiana sekwencji potrafi zredukować ilość osadu o 75%. Niezbędny jest również stół typu plaster miodu. Zapewnia on swobodną cyrkulację powietrza pod spodem materiału, co eliminuje zjawisko odbijania się wiązki od metalowego podłoża i powstawania przypaleń na rewersie sklejki.
Warto również zainwestować w wydajny kompresor do nadmuchu (Air Assist). Silny strumień powietrza o ciśnieniu około 1.5-2.5 bar zdmuchuje płomień i dym bezpośrednio z miejsca cięcia, co znacząco poprawia klarowność krawędzi. Przy bardzo wymagających projektach można zastosować specjalistyczne preparaty antyodpryskowe w sprayu, które tworzą tymczasową barierę ochronną na powierzchni drewna.
Wykańczanie grawerowanej sklejki
Zabezpieczenie gotowego projektu to ostatni etap, który decyduje o trwałości i kontraście. Szlifowanie powierzchni po grawerowaniu jest niezbędne, jeśli planujemy późniejsze lakierowanie. Usunięcie luźnych drobin węgla zapobiega ich rozmazywaniu się pod pędzlem. Do wykończenia najlepiej sprawdzają się oleje twarde lub woski, które podkreślają naturalny rysunek słojów, jednocześnie nie zakrywając detali grawerunku. Trzeba jednak pamiętać, że olej lniany może przyciemnić jasną sklejkę brzozową o 2-3 tony, co wpłynie na finalny kontrast.
Jeśli projekt wymaga wypełnienia kolorem, najpierw grawerujemy wzór głębiej (na około 0.5 mm), a następnie nakładamy farbę akrylową w zagłębienia. Po wyschnięciu szlifujemy nadmiar farby z płaskiej powierzchni. Ta technika pozwala uzyskać niezwykle precyzyjne, kolorowe logotypy. Dobór odpowiedniego surowca jest tu fundamentem sukcesu, dlatego warto sprawdzić wysokiej jakości formatki sklejki do lasera, które charakteryzują się jednorodną strukturą i minimalną ilością sęków.
Formatki sklejki na wymiar – dlaczego warto zamówić je na sklejka-hdf.pl?
Wybór odpowiedniego podłoża to fundament, od którego bezpośrednio zależy ostateczny efekt wizualny oraz trwałość każdego projektu. Profesjonalne grawerowanie na sklejce wymaga materiału o powtarzalnych parametrach, pozbawionego ukrytych wad strukturalnych, takich jak puste przestrzenie czy nadmiar kleju wewnątrz warstw. Sklep sklejka-hdf.pl dostarcza rozwiązania skrojone pod konkretne potrzeby warsztatów rzemieślniczych i dużych zakładów produkcyjnych, dbając o najwyższy standard surowca.
Precyzyjne cięcie formatki na wymiar z dokładnością do 0,1 mm eliminuje uciążliwą konieczność samodzielnego docinania arkuszy, co przekłada się na realną oszczędność czasu w codziennej pracy. Zamawiając gotowe elementy, redukujesz ilość odpadów o średnio 18 proc. w porównaniu do zakupu pełnowymiarowych płyt o formacie 1525×1525 mm. Nasz asortyment został starannie wyselekcjonowany pod kątem obróbki termicznej, co gwarantuje czyste krawędzie i minimalne okopcenia podczas pracy plotera. W ofercie znajdziesz między innymi:
- Sklejkę brzozową suchotrwałą: dostępną od grubości 3 mm, która jest złotym standardem w branży dekoracyjnej;
- Kolorowe i drewnopodobne płyty HDF: lakierowane jednostronnie, idealne do produkcji tabliczek znamionowych, topperów czy podziękowań;
- Materiały klasy 1/2: selekcjonowane pod kątem braku sęków na powierzchni zewnętrznej, co zapewnia idealnie gładkie tło pod grawer.
Wszystkie zamówienia są przygotowywane w naszym nowoczesnym centrum logistycznym w Spytkowicach. Dzięki sprawdzonym procedurom pakowania, przesyłki docierają bezpiecznie do odbiorców na terenie całej Polski. Każdy arkusz jest zabezpieczony przed wilgocią i uszkodzeniami mechanicznymi, co sprawia, że materiał zachowuje idealną geometrię po wyjęciu z paczki.
Sklejka do lasera online – wygodna konfiguracja zamówienia
Dostosowanie wymiaru formatki do pola roboczego Twojego plotera to najprostszy sposób na podniesienie wydajności całego procesu. Jeśli Twój stół ma wymiary 600×400 mm, zamówienie arkuszy o wymiarze 595×395 mm pozwala na natychmiastowe rozpoczęcie pracy bez ryzyka kolizji głowicy z brzegiem materiału. Obsługujemy zarówno zamówienia detaliczne dla małych pracowni, jak i hurtowe dostawy dla agencji reklamowych. Standardowy czas realizacji większości zleceń wynosi od 24 do 48 godzin roboczych. Taka dynamika działania pozwala naszym partnerom zachować pełną płynność produkcji nawet przy nagłych zamówieniach od ich końcowych klientów.
Wsparcie techniczne i doradztwo w doborze materiału
Zespół sklejka-hdf.pl składa się z praktyków, którzy o strukturze drewna i materiałów drewnopochodnych wiedzą niemal wszystko. Rozumiemy, że każda maszyna ma swoją specyfikę, a grawerowanie na sklejce o różnej gęstości wymaga precyzyjnej korekty parametrów mocy i prędkości. Pomagamy dobrać grubość i rodzaj płyty do konkretnego zastosowania, od delikatnych zaproszeń ślubnych po solidne konstrukcje meblowe czy pudełka. Realizujemy również nietypowe projekty, oferując personalizację wymiarów wykraczającą poza standardowe ramy rynkowe. Nasze doradztwo pozwala uniknąć kosztownych błędów na etapie doboru surowca, co bezpośrednio wpływa na obniżenie kosztów jednostkowych Twoich wyrobów.
Chcesz sprawdzić, jak nasze materiały współpracują z Twoim urządzeniem? Napisz do nas i zamów próbki materiałów do testów lasera!
Postaw na precyzję i jakość w swoich projektach laserowych
Osiągnięcie idealnego efektu, jakim jest czyste grawerowanie na sklejce, wymaga połączenia precyzyjnych parametrów technicznych z najwyższą klasą surowca. Rok 2026 potwierdza, że kluczem do sukcesu w branży personalizacji pozostaje selekcja materiałów o jednorodnej strukturze i minimalnej zawartości substancji wiążących. Wybór sklejki brzozowej w klasie 1/2 lub 2/2 skutecznie eliminuje problem ukrytych wad materiałowych, co przekłada się na pełną powtarzalność produkcji w każdym cyklu. Właściwa kalibracja mocy lasera oraz regularna konserwacja optyki to niezbędne kroki, by uniknąć nieestetycznych okopceń na krawędziach detali. Profesjonalne przygotowanie warsztatu zawsze zaczyna się od logistyki i wyboru sprawdzonych komponentów od rzetelnego dostawcy.
Skorzystaj z doświadczenia ekspertów i zyskaj rynkową przewagę dzięki materiałom przygotowanym pod konkretne wymagania techniczne Twojego urządzenia. Zamów formatki sklejki brzozowej idealne do grawerowania na sklejka-hdf.pl, aby otrzymać surowiec docięty z dokładnością do 1mm. Nasz magazyn w Spytkowicach gwarantuje szybką wysyłkę, co pozwala na zachowanie płynności realizacji zleceń bez zbędnych przestojów. Dedykowane arkusze dla posiadaczy ploterów laserowych zapewniają stabilność wymiarową oraz doskonałą estetykę każdego grawerowanego elementu. Twoje projekty wymagają solidnej bazy, która w pełni podkreśli ich unikalny charakter.
Często zadawane pytania o grawerowanie na sklejce
Jaka sklejka jest najlepsza do grawerowania laserem?
Najlepsze efekty zapewnia sklejka brzozowa suchotrwała w klasie 1/2 lub 2/2. Charakteryzuje się ona jasną, jednolitą powierzchnią i znikomą liczbą sęków, co gwarantuje powtarzalny rezultat przy każdym projekcie. Sklejka brzozowa o gęstości około 650 kg/m3 pozwala na uzyskanie wyraźnego kontrastu i precyzyjne odwzorowanie detali. Należy unikać sklejki wodoodpornej, ponieważ zawarty w niej ciemny klej fenolowy utrudnia proces obróbki i brudzi krawędzie.
Czy każdą sklejkę można grawerować laserem CO2?
Technicznie laser CO2 poradzi sobie z większością gatunków, jednak kluczowe znaczenie ma rodzaj zastosowanego kleju. Do obróbki laserowej dedykowana jest wyłącznie sklejka suchotrwała ze spoiną mocznikową, która nie reaguje gwałtownie na wysoką temperaturę. Sklejka wodoodporna zawiera twarde żywice, które podczas spalania generują gęsty, gryzący dym i pozostawiają trudne do usunięcia, tłuste osady. Wybór odpowiedniego surowca skraca czas pracy urządzenia o 15% i chroni optykę przed szybkim zabrudzeniem.
Jak uniknąć żółtych plam (okopceń) wokół graweru?
Skutecznym sposobem na wyeliminowanie okopceń jest zastosowanie silnego nadmuchu powietrza o ciśnieniu minimum 2 barów oraz zabezpieczenie powierzchni papierową taśmą maskującą. Taśma przejmuje na siebie produkty spalania, dzięki czemu po jej odklejeniu materiał pozostaje idealnie czysty. Warto również unieść arkusz o 5 mm ponad stół roboczy typu plaster miodu. Taki zabieg redukuje odbicia wiązki i powstawanie śladów na spodniej stronie materiału, co jest kluczowe, gdy wykonujemy grawerowanie na sklejce o wysokiej estetyce.
Jaka grubość sklejki jest optymalna do produkcji gadżetów?
Optymalna grubość materiału do większości gadżetów reklamowych to 3 mm oraz 4 mm. Sklejka o grubości 3 mm dominuje w produkcji topperów, breloków i magnesów, ponieważ pozwala na szybką pracę lasera przy zachowaniu niskiej wagi produktu. Arkusze 4 mm są wybierane częściej do budowy pudełek, szkatułek i organizerów, gdzie wymagana jest większa sztywność konstrukcyjna. Wykorzystanie tych standardowych grubości pozwala na optymalizację kosztów zakupu surowca o około 20% w porównaniu do rzadszych wymiarów.
Czy płyta HDF nadaje się do grawerowania tak samo jak sklejka?
Płyta HDF doskonale nadaje się do grawerowania i często pozwala na uzyskanie większej precyzji niż naturalne drewno. Dzięki jednorodnej strukturze i gęstości przekraczającej 850 kg/m3, HDF gwarantuje idealnie równe krawędzie bez ryzyka natrafienia na sęki czy puste przestrzenie wewnątrz materiału. Jest to rozwiązanie o 30% tańsze od sklejki, które świetnie sprawdza się w produkcji tabliczek informacyjnych, dyplomów oraz elementów dekoracyjnych o bardzo gęstym wzornictwie.
Jakie są najczęstsze błędy przy grawerowaniu na sklejce?
Najczęstszym błędem jest praca z niewłaściwie ustawionym ogniskiem soczewki, co powoduje rozmycie krawędzi i nieestetyczne zwęglenie brzegów. Operatorzy często stosują też zbyt dużą moc lasera, co zamiast eleganckiego graweru tworzy głębokie wżery osłabiające strukturę arkusza. Brak czyszczenia soczewek i luster co 8 godzin pracy obniża wydajność wiązki o blisko 20%. Prowadzi to do konieczności zwalniania tempa pracy i zwiększa ryzyko powstania pożaru wewnątrz komory roboczej.
Gdzie kupić tanią, ale dobrą jakościowo sklejkę do lasera?
Najkorzystniejszym rozwiązaniem jest zakup w specjalistycznych hurtowniach takich jak sklejka-hdf.pl, które dostarczają materiał selekcjonowany pod kątem obróbki termicznej. Ceny u bezpośrednich dystrybutorów są zazwyczaj o 40% niższe niż w marketach budowlanych, gdzie sklejka często jest zawilgocona i posiada liczne wady ukryte. Zamawianie gotowych formatek o wymiarach 600×400 mm lub 900×600 mm pozwala na natychmiastowe rozpoczęcie produkcji bez konieczności samodzielnego docinania dużych arkuszy.
Jak wyczyścić sklejkę po grawerowaniu?
Powierzchnię materiału najlepiej oczyścić przy użyciu drobnoziarnistego papieru ściernego o gradacji od 180 do 240, który skutecznie usuwa pył bez niszczenia rysunku drewna. W przypadku drobnych detali można zastosować lekko wilgotną ściereczkę z mikrofibry lub pędzel o sztywnym włosiu nasączony alkoholem izopropylowym. Należy unikać silnego moczenia wodą, ponieważ sklejka o grubości poniżej 5 mm może ulec trwałemu odkształceniu już po kilku minutach kontaktu z wilgocią. Dobrą praktyką jest czyszczenie mechaniczne zaraz po wyjęciu elementu z maszyny.





