Sklejka do grawerowania: Kompletny przewodnik po wyborze materiału w 2026 roku
Nawet zaawansowany ploter laserowy o wartości 65 000 zł nie zagwarantuje sukcesu, jeśli wewnątrz arkusza znajduje się ukryty sęk blokujący wiązkę. Statystyki warsztatowe z ubiegłego roku pokazują, że niewłaściwie dobrana sklejka do grawerowania generuje średnio 14% odpadów, co przy obecnych cenach surowca bezpośrednio uderza w rentowność Twojej produkcji. Każdy operator lasera prędzej czy później mierzy się z frustracją wywołaną przez czarne przypalenia wokół detali lub nagłe wypaczenie cienkiej płyty tuż przed końcem pracy, co niweczy godziny precyzyjnych ustawień maszyny.
Zgadzamy się, że powtarzalność i wysoki kontrast graweru to kluczowe elementy budujące Twoją przewagę rynkową w 2026 roku. Dlatego przygotowaliśmy ten merytoryczny przewodnik, dzięki któremu dowiesz się, jak precyzyjnie selekcjonować materiał, by uniknąć strat i uzyskać idealnie gładką powierzchnię bez konieczności żmudnego szlifowania okopceń. Przeanalizujemy konkretne parametry techniczne płyt brzozowych oraz wyjaśnimy, w jaki sposób formatki docięte na wymiar przez rzetelnego dostawcę mogą skrócić Twój proces produkcyjny o 25% i całkowicie wyeliminować problem magazynowania kłopotliwych, wielkogabarytowych płyt.
Najważniejsze Wnioski
- Poznasz kluczowe różnice między brzozą, topolą a płytą HDF, co pozwoli Ci precyzyjnie dobrać surowiec pod kątem pożądanego kontrastu i estetyki wykończenia.
- Dowiesz się, jak interpretować oznaczenia klas jakości i dlaczego wybór kleju suchotrwałego jest niezbędny do uzyskania jasnych krawędzi bez osmaleń.
- Zrozumiesz, dlaczego dedykowana sklejka do grawerowania typu laser-ply eliminuje problem ukrytych sęków, znacząco redukując straty materiałowe w Twojej firmie.
- Otrzymasz praktyczne wskazówki dotyczące optymalizacji parametrów mocy i prędkości lasera oraz roli systemu Air Assist w osiąganiu maksymalnej precyzji detali.
- Sprawdzisz, w jaki sposób zamawianie gotowych formatek na wymiar optymalizuje proces produkcyjny, oszczędzając czas i redukując koszty logistyczne.
Czym jest sklejka do grawerowania i dlaczego wybór surowca jest kluczowy?
Sklejka do grawerowania, w profesjonalnym żargonie nazywana „laser-ply”, to zaawansowany materiał kompozytowy, który tylko wizualnie przypomina zwykłe płyty drewnopochodne. Choć podstawowa definicja sklejki wskazuje na strukturę złożoną z cienkich warstw forniru, wariant dedykowany do obróbki laserowej musi spełniać specyficzne normy techniczne. Najważniejszą różnicą między arkuszem stolarskim a tym do ploterów CO2 jest rodzaj zastosowanego spoiwa. W 2026 roku standardem w branży stały się kleje mocznikowe o obniżonej emisji formaldehydu (klasa E1), które pod wpływem wiązki lasera odparowują, zamiast się spalać. Dzięki temu soczewka urządzenia pozostaje czysta, a krawędzie grawerunku zachowują estetyczny wygląd bez tłustych, czarnych osadów.
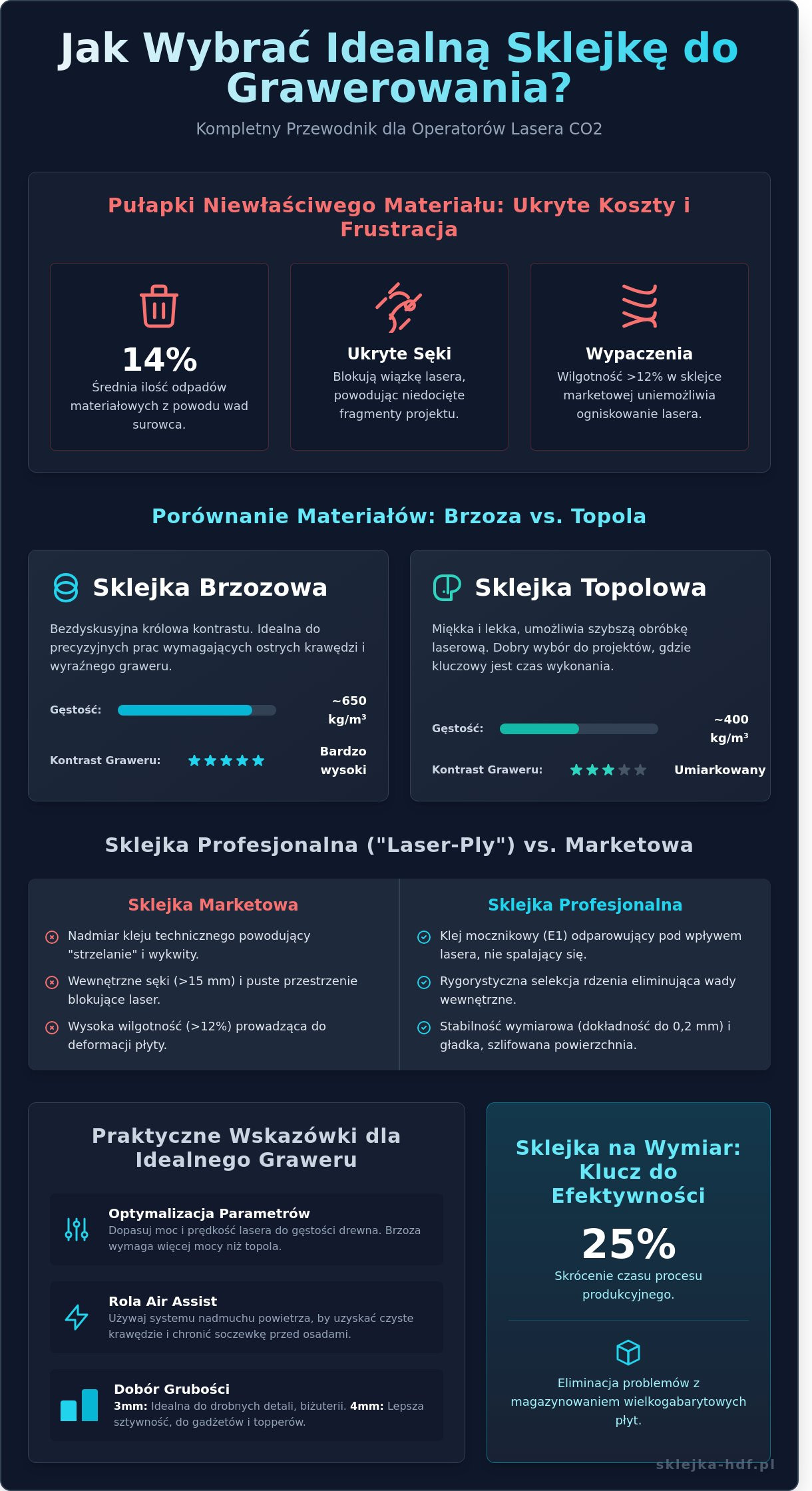
Jakość powierzchni zewnętrznej, oceniana zazwyczaj klasami takimi jak 1/2 lub 2/2, to zaledwie połowa sukcesu. Prawdziwa wartość materiału kryje się w jego rdzeniu. Profesjonalna sklejka do grawerowania przechodzi rygorystyczną selekcję, która eliminuje puste przestrzenie i wstawki wewnątrz struktury. Gatunek drewna bezpośrednio wpływa na głębię i kontrast wzoru. Jasna brzoza o gęstości około 650 kg/m³ pozwala uzyskać ciemnobrązowy, wyraźny grawer przy mocy lasera rzędu 40-60W. Z kolei miękka topola, o gęstości bliskiej 400 kg/m³, umożliwia szybszą pracę, jednak oferuje mniejszą rozpiętość tonalną wypalanych grafik.
Dlaczego zwykła sklejka z marketu często zawodzi?
Arkusze dostępne w popularnych sieciach budowlanych są projektowane z myślą o wytrzymałości konstrukcyjnej, a nie precyzyjnej obróbce termicznej. Największym problemem jest nadmiar kleju technicznego, który przy kontakcie z laserem powoduje tzw. „strzelanie” i powstawanie brzydkich wykwitów. Wewnętrzne warstwy takiej sklejki często zawierają sęki o średnicy przekraczającej 15 mm, które działają jak bariera dla wiązki. Powoduje to, że nawet przy maksymalnej mocy plotera, niektóre fragmenty projektu pozostają niedocięte. Dodatkowo wilgotność materiału marketowego często przekracza 12%, co w 85% przypadków skutkuje odkształceniem formatki w „łódkę” już kilka godzin po rozpakowaniu, co uniemożliwia poprawne ogniskowanie lasera.
Grawerowanie a cięcie – czy to ten sam materiał?
Wymagania techniczne zmieniają się w zależności od tego, czy planujesz głębokie żłobienie, czy jedynie wycinanie konturów. Przy głębokim grawerowaniu kluczowe znaczenie ma jednolitość słojów drewna. Zbyt gęste przyrosty letnie sprawiają, że wzór staje się pasiasty i nieczytelny. W 2026 roku najpopularniejszym wyborem pozostają arkusze o grubości 3 mm i 4 mm. Sklejka 3 mm jest idealna do tworzenia drobnych detali i biżuterii, ponieważ wymaga mniejszego nakładu energii, co chroni materiał przed przegrzaniem. Grubość 4 mm wybierana jest najczęściej do produkcji gadżetów reklamowych i topperów, gdzie wymagana jest większa sztywność konstrukcyjna przy zachowaniu precyzyjnej linii cięcia o szerokości zaledwie 0,1 mm.
- Stabilność wymiarowa: Profesjonalna sklejka trzyma wymiar z dokładnością do 0,2 mm.
- Czystość spoiny: Brak żywic i klejów fenolowych zapobiega dymieniu.
- Selekcja wizualna: Obie strony arkusza są szlifowane papierem o ziarnistości 180-240.
- Certyfikacja: Materiały z certyfikatem FSC gwarantują legalne źródło surowca.
Rodzaje sklejki do lasera: Porównanie brzozy, topoli i HDF
Wybór odpowiedniego nośnika determinuje nie tylko estetykę finalnego produktu, ale i realną opłacalność produkcji w pracowni laserowej. W 2026 roku standardem na polskim rynku pozostają trzy główne materiały, z których każdy odpowiada na inne potrzeby technologiczne i budżetowe. Różnice w gęstości, żywiczności oraz strukturze włókien sprawiają, że ten sam projekt graficzny będzie wyglądał zupełnie inaczej na każdym z tych podłoży.
Sklejka brzozowa – dlaczego warto w nią zainwestować?
Brzoza to bezdyskusyjna królowa kontrastu. Jej wysoka gęstość, oscylująca w granicach 650 do 700 kg/m³, pozwala na uzyskanie wyjątkowo ostrych krawędzi bez ryzyka nadmiernego zwęglania brzegów. Analizując właściwości mechaniczne sklejki, można zauważyć, że jej zwarta struktura krzyżowa minimalizuje ryzyko powstawania odprysków podczas obróbki bardzo drobnych detali. Sklejka do grawerowania wykonana z brzozy charakteryzuje się jasnym, niemal kremowym odcieniem, który pod wpływem wiązki lasera zmienia się w głęboki, nasycony brąz.
W ofercie sklejka-hdf.pl materiał ten dostępny jest w szerokim zakresie grubości, od arkuszy 3mm idealnych na ażurowe ozdoby, aż po płyty 18mm stosowane w elementach konstrukcyjnych. Brzoza jest wyborem numer jeden dla produktów klasy premium, takich jak medale okolicznościowe, eleganckie zaproszenia czy personalizowane okładki notesów. Choć wymaga nieco większej mocy lasera niż topola, odwdzięcza się trwałością i odpornością na uszkodzenia mechaniczne.
Z kolei sklejka topolowa to rozwiązanie dla osób szukających lekkości. Jest o około 30% lżejsza od brzozy, co znacząco obniża koszty wysyłki gotowych produktów. Dzięki niskiej gęstości (ok. 400-450 kg/m³) pozwala na zwiększenie prędkości cięcia na ploterach CO2 o mocy 60W nawet o 15-20%. Jej niemal biała barwa stanowi doskonały podkład pod malowanie farbami akrylowymi lub bejcowanie, ponieważ drewno to bardzo chłonnie przyjmuje pigmenty.
Płyta HDF jako nowoczesny materiał do grawerowania
HDF (High Density Fiberboard) to materiał drewnopochodny o gęstości przekraczającej 850 kg/m³, produkowany z włókien drzewnych sprasowanych pod wysokim ciśnieniem. Jego największą zaletą jest całkowicie jednorodna struktura. W przeciwieństwie do sklejki, HDF nie posiada sęków, pustek wewnętrznych ani naturalnych słojów, które mogłyby zakłócić proces grawerowania. Gwarantuje to 100% powtarzalność przy dużych seriach produkcyjnych.
- Brak wad ukrytych: Jednorodność materiału eliminuje problem niedociętych fragmentów, które w sklejce zdarzają się przy natrafieniu na twardszy sęk wewnętrzny.
- Efekty wizualne na HDF lakierowanym: Grawerowanie na czarnym lub białym HDF pozwala uzyskać efektowny kontrast między kolorową powierzchnią a naturalnym, ciemniejszym rdzeniem płyty.
- Stabilność wymiarowa: Płyty te są znacznie mniej podatne na wypaczanie pod wpływem zmian wilgotności w warsztacie niż cienka sklejka.
Kiedy warto wybrać HDF zamiast tradycyjnej sklejki? Przede wszystkim w projektach, gdzie priorytetem jest niska cena jednostkowa oraz tam, gdzie naturalny rysunek drewna byłby przeszkodą, na przykład w precyzyjnych makietach architektonicznych lub tyłach ramek na zdjęcia. Jeśli planujesz optymalizację kosztów w swojej firmie, sprawdź dostępne formaty płyt HDF, które pozwalają na maksymalne wykorzystanie pola roboczego plotera.
Wybierając materiał, pamiętaj o parametrach technicznych swojego urządzenia. Sklejka do grawerowania o grubości 3mm to najczęstszy wybór, ale przy projektach wymagających sztywności, jak pudełka czy standy, warto rozważyć HDF 6mm lub sklejkę brzozową 5mm. Odpowiednie dopasowanie surowca do mocy tuby laserowej pozwala uniknąć nadpaleń i skrócić czas obróbki o cenne sekundy na każdym elemencie.
Klasy sklejki i parametry techniczne: Jak nie dać się oszukać?
Zrozumienie technicznych oznaczeń na arkuszach to fundament sukcesu w branży laserowej. Wybór odpowiedniej klasy decyduje o tym, czy gotowy produkt będzie wymagał żmudnego szlifowania, czy trafi bezpośrednio do klienta. Sklejka do grawerowania występuje najczęściej w wariantach dwustronnych, gdzie cyfry przed i po ukośniku, na przykład 1/2 lub 2/2, precyzyjnie określają jakość zewnętrznych warstw forniru. Dla operatora lasera te symbole to informacja o liczbie dopuszczalnych wad, takich jak sęki czy przebarwienia, które mogą wpłynąć na estetykę finalnego grawerunku.
Klasa 1 vs Klasa 2 – którą wybrać do graweru?
W klasie 1 powierzchnia jest niemal nieskazitelna. Specyfikacje dopuszczają jedynie sporadyczne, zdrowe sęki o średnicy do 3 mm, co czyni ją idealną do grawerowania drobnych logotypów lub tekstów. Jeśli Twój projekt zakłada wykorzystanie tylko jednej strony, standard 1/2 jest w zupełności wystarczający. Klasa 2 dopuszcza większe sęki oraz tzw. łódki, czyli wstawki z czystego drewna naprawiające naturalne wady forniru. W sklejka-hdf.pl rygorystycznie selekcjonujemy materiał pod kątem potrzeb lasera, eliminując arkusze z dużymi przebarwieniami, które mogłyby zaburzyć kontrast grawerunku. Statystyki pokazują, że 85% naszych klientów wybiera klasę 1/2 jako złoty środek między ceną a jakością wizualną.
Rola kleju w procesie obróbki laserowej
Klej mocznikowo-formaldehydowy, stosowany w sklejce suchotrwałej, to jedyny właściwy wybór dla posiadaczy ploterów CO2. Podczas cięcia wiązka lasera odparowuje spoinę, a jasna krawędź jest bezpośrednim efektem czystego spalania tego rodzaju spoiwa. Sklejka wodoodporna, bazująca na kleju fenolowym, po przecięciu pozostawia czarny, brudzący osad, którego usunięcie wymaga stosowania agresywnej chemii. Niewłaściwy klej powoduje również nadmierne gazowanie. W ciągu 100 godzin pracy może to zredukować sprawność soczewki o 15% z powodu osadzającego się na niej nalotu. Wybór materiałów o niskiej zawartości żywic pozwala zachować czystość optyki i stabilną moc wiązki przez dłuższy czas.
Kolejnym krytycznym parametrem jest wilgotność materiału, która powinna mieścić się w przedziale od 8% do 12%. Przekroczenie tej normy o zaledwie 3% drastycznie zwiększa ryzyko odkształceń, znanych jako łódkowanie, tuż po wyjęciu arkusza z maszyny. Sklejka do grawerowania o zbyt wysokiej wilgotności pochłania więcej energii lasera, co przekłada się na mniej wyraźne krawędzie i konieczność spowolnienia pracy urządzenia o około 10-15%.
W 2024 roku producenci i rzemieślnicy muszą zwracać szczególną uwagę na certyfikaty. Jeśli tworzysz zabawki lub artykuły wyposażenia wnętrz, Twoja sklejka musi spełniać normę EN 71-3 lub posiadać atest niskiej emisji formaldehydu (klasa E1 lub CARB2). Dokumentacja ta jest gwarancją bezpieczeństwa dla użytkownika końcowego i stanowi potężny argument sprzedażowy w relacjach B2B. Profesjonalny dostawca zawsze udostępnia te dane na żądanie, co pozwala uniknąć problemów podczas kontroli jakości lub certyfikacji gotowych wyrobów na rynek polski i europejski.
- Klasa 1/2: Idealna do jednostronnych dekoracji i tabliczek znamionowych.
- Wilgotność 8-12%: Gwarancja płaskości arkusza i powtarzalności parametrów cięcia.
- Klej suchotrwały: Niezbędny do uzyskania estetycznej, jasnej krawędzi bez sadzy.
- Certyfikat E1: Standard bezpieczeństwa wymagany w produkcji akcesoriów dziecięcych.
Inwestycja w materiał o sprawdzonych parametrach technicznych to realna oszczędność czasu. Każda minuta poświęcona na poprawianie błędów wynikających z niskiej jakości surowca to koszt, który obniża rentowność Twojej pracowni. Wybierając certyfikowane rozwiązania, budujesz wizerunek solidnego wykonawcy, który nie uznaje kompromisów w kwestii jakości.
Jak uzyskać idealny grawer? Praktyczne wskazówki dla operatorów
Osiągnięcie powtarzalnej, wysokiej jakości na materiale takim jak sklejka do grawerowania wymaga precyzyjnego zbalansowania trzech zmiennych: mocy, prędkości oraz przepływu powietrza. Dla najpopularniejszej sklejki brzozowej o grubości 3 mm, standardowe parametry grawerowania rastrowego przy użyciu tuby CO2 o mocy 80W oscylują w granicach 18-24% mocy przy prędkości 400 mm/s. Zbyt wysoka moc przy niskiej prędkości prowadzi do nadmiernego zwęglenia krawędzi i utraty detali, natomiast zbyt mała skutkuje brakiem kontrastu. Kluczowym elementem jest system Air Assist. Stały nadmuch o ciśnieniu 1,5-2,0 bar nie tylko chroni soczewkę przed zanieczyszczeniem, ale przede wszystkim zdmuchuje gazy pirolityczne, zapobiegając powstawaniu żółtych wykwitów wokół grawerowanego wzoru.
Skuteczną metodą na utrzymanie idealnej czystości powierzchni jest stosowanie papierowej taśmy malarskiej o szerokości 100-200 mm. Naklejenie jej bezpośrednio na arkusz przed obróbką pozwala przejąć cały osad z dymu. Po zakończeniu pracy taśmę usuwamy, odsłaniając czyste, jasne drewno. Jeśli jednak grawerujemy bez zabezpieczenia, osad należy usunąć mechanicznie lub chemicznie. Szlifowanie papierem ściernym o gradacji 240-320 jest najbezpieczniejszą metodą, która nie narusza struktury włókien. W przypadku skomplikowanych ażurów, gdzie szlifowanie jest niemożliwe, sprawdzi się krótka przecierka ściereczką nasączoną alkoholem izopropylowym, który szybko odparowuje i nie powoduje pęcznienia drewna.
Optymalizacja ustawień plotera CO2
Efekt „ducha”, czyli niepożądany cień obok właściwego graweru, wynika najczęściej z błędnych ustawień akceleracji w oprogramowaniu sterującym lub zbyt luźnych pasków napędowych. Zmniejszenie przyspieszenia o 15% przy grawerowaniu drobnych czcionek zazwyczaj eliminuje ten problem. Istotna jest też rozdzielczość. Dla drewna optymalne jest 300-333 DPI; ustawienie 600 DPI rzadko poprawia wygląd, za to drastycznie wydłuża czas pracy i może powodować zbyt głębokie wypalanie materiału. Pamiętajmy, że każda partia surowca ma inną wilgotność (norma to 8-12%), dlatego przed startem produkcji seryjnej zawsze wykonujemy test matrycowy na odpadzie z tego samego arkusza.
Postprodukcja wyrobów grawerowanych
Wykończenie powierzchni decyduje o finalnej wartości produktu. Olejowanie lniane lub stosowanie twardych wosków olejnych pogłębia kontrast graweru, nadając mu szlachetny, ciemnobrązowy odcień. Przy sklejce brzozowej warto stosować lakiery akrylowe wodne, które nie żółkną z upływem czasu. Aby uniknąć wygięcia gotowych formatek, które jest naturalną reakcją drewna na zmianę wilgotności po obróbce termicznej, należy przechowywać je w stosach pod obciążeniem w pomieszczeniach o wilgotności 45-55%. Prawidłowo wyselekcjonowana sklejka do grawerowania zachowuje stabilność wymiarową nawet przy dużym zagęszczeniu detali.
Wybór odpowiedniego dostawcy to fundament sukcesu w branży laserowej. Sprawdzona sklejka do grawerowania od sklejka-hdf.pl gwarantuje jednorodność klejenia i brak sęków wewnętrznych, co eliminuje problem niedociętych elementów i nierównego graweru.
Sklejka na wymiar: Klucz do wydajnej produkcji w Twojej firmie
Zarządzanie warsztatem grawerskim w 2026 roku wymaga optymalizacji każdego etapu produkcji, od momentu zamówienia surowca po finalne pakowanie produktu. Tradycyjny model zakupu całych arkuszy o wymiarach 1525×1525 mm staje się coraz mniej efektywny dla mniejszych i średnich przedsiębiorstw. Standardowa płyta o grubości 3 mm waży około 4 kilogramów, a jej gabaryty sprawiają, że transport i magazynowanie generują dodatkowe koszty logistyczne. Wybierając odpowiednią sklejkę do grawerowania, warto skupić się na materiale, który jest już fabrycznie przygotowany pod wymiar stołu roboczego Twojego plotera.
Główną barierą w obróbce całych płyt jest konieczność posiadania profesjonalnej piły formatowej, której koszt zakupu często przekracza 25 000 zł. Bez takiego zaplecza, cięcie ręczne prowadzi do powstawania wyszczerbień i odchyleń wymiarowych, co dyskwalifikuje materiał w precyzyjnych projektach. Przekazanie etapu cięcia dostawcy takiemu jak sklejka-hdf.pl pozwala odzyskać czas operatora lasera. Zamiast poświęcać 20 minut na przygotowanie bazy z dużego arkusza, pracownik może od razu przystąpić do procesu grawerowania i wycinania finalnych kształtów.
Logistyka mniejszych formatek jest znacznie bezpieczniejsza. Duże arkusze sklejki są podatne na wypaczenia pod własnym ciężarem oraz uszkodzenia krawędzi podczas transportu spedycyjnego na paletach. Formatki pakujemy w dedykowane kartony o podwyższonej gramaturze, co sprawia, że 99% przesyłek dociera do klienta w stanie nienaruszonym. Dzięki temu unikasz przestojów spowodowanych procesami reklamacyjnymi. System personalizacji zamówienia w naszym serwisie pozwala na określenie wymiarów z dokładnością do 1 milimetra, co jest kluczowe przy projektowaniu ciasno pasowanych elementów konstrukcyjnych czy puzzli 3D.
Ekonomia pracy z formatkami
Analiza kosztów wykazuje, że zakup gotowych formatek redukuje ilość odpadów produkcyjnych średnio o 18% w skali miesiąca. Kupując cały arkusz, rzadko udaje się wykorzystać każdy centymetr kwadratowy, a pozostałe „ścinki” zajmują cenną przestrzeń magazynową. Zamawiając konkretny wymiar, płacisz za realnie wykorzystany materiał. Szybka realizacja zamówień online sprawia, że nie musisz mrozić kapitału w dużych zapasach magazynowych. Twoja sklejka do grawerowania dociera dokładnie wtedy, gdy jest potrzebna do realizacji konkretnego zlecenia, co poprawia płynność finansową firmy.
Dlaczego warto nam zaufać? (Sklejka-HDF Spytkowice)
Zespół w Spytkowicach od lat specjalizuje się w selekcji materiałów dedykowanych pod lasery CO2. Rozumiemy, że każda partia drewna ma swoją specyfikę, dlatego dbamy o powtarzalność parametrów technicznych. Nasza precyzja cięcia gwarantuje, że formatka idealnie wpasuje się w ramy stołu roboczego, eliminując ryzyko kolizji głowicy z materiałem. Stawiamy na rzetelność i transparentność kosztów, co pozwala naszym partnerom budować stabilny biznes oparty na sprawdzonym surowcu.
Jeśli planujesz optymalizację swoich procesów produkcyjnych i szukasz oszczędności bez utraty jakości, sprawdź nasze możliwości konfiguracyjne. Zamów darmową wycenę swoich formatek online i przekonaj się, jak precyzyjnie docięty materiał wpływa na zyskowność Twoich projektów.
Zoptymalizuj swój proces produkcji laserowej
Wybór odpowiedniego surowca to kluczowy czynnik determinujący rentowność Twojej pracowni w 2026 roku. Precyzyjne dopasowanie gatunku drewna, od stabilnej brzozy po lekką topolę, bezpośrednio wpływa na estetykę detali oraz szybkość pracy lasera. Pamiętaj, że sklejka do grawerowania najwyższej klasy pozwala wyeliminować błędy techniczne i zminimalizować odpady materiałowe. Nasze produkty zostały przetestowane na tysiącach wymagających projektów, co daje Ci pewność powtarzalnej jakości przy każdym zamówieniu.
Skupienie się na parametrach technicznych i precyzji wykonania formatek to najprostsza droga do zwiększenia wydajności Twojej firmy. Oferujemy precyzyjne cięcie z dokładnością do 1mm, co pozwala na natychmiastowe rozpoczęcie obróbki bez konieczności samodzielnego przygotowywania płyt. Zapewniamy szybką wysyłkę na terenie całej Polski, dbając o to, by Twój park maszynowy pracował bez zbędnych przestojów. Wykorzystaj potencjał nowoczesnych technologii i postaw na surowiec, który sprosta najwyższym wymaganiom Twoich klientów.
Skonfiguruj swoje formatki i zamów sklejkę do grawerowania na wymiar
Solidny fundament materiałowy to pierwszy krok do stworzenia produktów, które wyróżnią się na rynku wyjątkową precyzją i trwałością.
Najczęściej zadawane pytania
Jaka grubość sklejki jest najlepsza do grawerowania?
Najlepsza sklejka do grawerowania ma zazwyczaj grubość 3 mm, ponieważ pozwala ona na zachowanie idealnego balansu między sztywnością konstrukcji a szybkością obróbki laserowej. W przypadku projektów wymagających większej stabilności, takich jak pudełka czy lampy, specjaliści wybierają arkusze o grubości 4 mm lub 6 mm. Cieńsze warianty, na przykład 1,5 mm, sprawdzają się w modelarstwie, ale wymagają precyzyjnego ustawienia mocy lasera, by uniknąć przepaleń na wylot.
Czy sklejkę do grawerowania trzeba szlifować przed użyciem?
Wysokiej jakości arkusze klasy 1/2 są fabrycznie szlifowane, więc nie wymagają one dodatkowej obróbki przed umieszczeniem w ploterze. Zalecamy jednak delikatne wygładzenie powierzchni papierem ściernym o gradacji 240 lub 320 po zakończeniu procesu grawerowania, aby skutecznie usunąć drobne osady dymne. Taki zabieg zajmuje około 30 sekund na typowy format A4 i znacząco podnosi estetykę gotowego produktu, nadając mu profesjonalne wykończenie.
Dlaczego laser nie przecina sklejki w niektórych miejscach?
Problem ten wynika najczęściej z obecności sęków wewnętrznych lub nadmiaru kleju mocznikowego w strukturze materiału. Standardowa sklejka do grawerowania może zawierać naturalne zgrubienia, które blokują wiązkę lasera o mocy 40W czy 60W w określonych punktach. Rozwiązaniem jest stosowanie materiałów o podwyższonej jakości, gdzie liczba wstawek i sęków w warstwach środkowych jest ograniczona do maksimum 2 lub 3 sztuk na metr kwadratowy powierzchni.
Czym różni się sklejka brzozowa od topolowej w grawerowaniu?
Sklejka brzozowa cechuje się gęstością na poziomie 650 kg/m3, co przekłada się na ciemniejszy i bardziej kontrastowy grawer na jej powierzchni. Odmiana topolowa jest znacznie lżejsza, jej gęstość wynosi około 400 kg/m3, przez co laser penetruje ją szybciej przy mniejszym zużyciu energii. Wybór zależy od oczekiwanego efektu wizualnego, ponieważ brzoza daje wyraźne, głębokie brązy, podczas gdy topola pozostaje jaśniejsza i bardziej subtelna.
Jak usunąć żółte ślady dymu ze sklejki po grawerowaniu?
Najskuteczniejszą metodą jest przetarcie powierzchni alkoholem izopropylowym o stężeniu 99% niezwłocznie po wyjęciu arkusza z maszyny. Można również zabezpieczyć materiał papierową taśmą malarską przed rozpoczęciem cięcia, co niemal całkowicie eliminuje powstawanie osadów dymnych. Jeśli ślady już powstały, usunięcie ich papierem ściernym o ziarnistości 320 zajmuje zazwyczaj mniej niż 1 minutę dla małego elementu, przywracając drewnu jego naturalny, jasny odcień.
Czy płyta HDF nadaje się do grawerowania zdjęć?
Płyta HDF jest doskonałym podłożem do grawerowania fotografii ze względu na swoją jednorodną strukturę i wysoką gęstość przekraczającą 850 kg/m3. W przeciwieństwie do sklejki, HDF nie posiada widocznych słojów, które mogłyby zakłócać detale twarzy czy drobne tekstury na zdjęciu. Pozwala to na uzyskanie rozdzielczości rzędu 300 DPI przy zachowaniu czystych, ostrych krawędzi każdego piksela, co jest kluczowe przy precyzyjnej reprodukcji portretów.
Jakie klasy sklejki oferujecie w swoim sklepie internetowym?
W naszym asortymencie dostępna jest przede wszystkim sklejka w klasie 1/2, która spełnia rygorystyczne europejskie normy emisji formaldehydu E1. Oznacza to, że jedna strona arkusza jest praktycznie wolna od wad, a druga może posiadać jedynie sporadyczne, zdrowe sęki o średnicy do 5 mm. Taka selekcja surowca gwarantuje wysoką powtarzalność produkcji i minimalizuje straty materiałowe w profesjonalnych warsztatach laserowych oraz pracowniach reklamowych.
Jak zamówić sklejkę dociętą na wymiar mojego plotera?
Zamówienie formatek dociętych na wymiar odbywa się poprzez nasz intuicyjny konfigurator online lub bezpośredni kontakt mailowy z działem obsługi. Realizujemy cięcia z precyzją do 0,5 mm, dopasowując arkusze do popularnych stołów roboczych o wymiarach 600×400 mm czy 900×600 mm. Czas realizacji takiego zlecenia wynosi zazwyczaj 48 godzin, a cena za usługę profesjonalnego cięcia zaczyna się już od 2,50 zł za metr bieżący.