Sklejka do cięcia laserem: Kompletny przewodnik po wyborze materiału w 2026 roku
Co jeśli powodem, dla którego koszty produkcji w Twojej pracowni są o 22% wyższe niż zakładał pierwotny kosztorys, nie jest wcale stopień zużycia tuby, ale niewłaściwie dobrana sklejka do cięcia laserem? W polskiej branży usług CNC powszechnie wiadomo, że nawet najnowocześniejszy ploter CO2 nie poradzi sobie z niskiej jakości spoiwem lub gęstymi sękami ukrytymi w środkowych warstwach forniru, które skutecznie blokują wiązkę lasera i generują kosztowne odpady.
Zapewne nie raz zdarzyło Ci się wyrzucić gotowy detal, ponieważ czarne, osmolone krawędzie zniszczyły estetykę produktu lub arkusz wygiął się pod wpływem wilgoci jeszcze przed położeniem na stół roboczy. Rozumiemy te techniczne wyzwania i wiemy, jak uciążliwe bywają przestoje oraz straty materiałowe w codziennej pracy. Dowiesz się, jak precyzyjnie selekcjonować surowiec, aby uzyskać czyste cięcie bez konieczności czasochłonnego szlifowania i realnie zoptymalizować wydatki w 2026 roku. W tym przewodniku przeanalizujemy klasy higieniczności E1, specyfikację klejów suchotrwałych oraz metody na znalezienie rzetelnego dostawcy gwarantującego powtarzalną jakość każdej formatki na wymiar.
Najważniejsze Wnioski
- Dowiesz się, dlaczego dedykowana sklejka do cięcia laserem zapewnia znacznie lepszą estetykę i bezpieczeństwo pracy niż standardowe materiały z marketów budowlanych.
- Poznasz charakterystykę najpopularniejszych gatunków drewna, takich jak brzoza i topola, oraz nauczysz się dopasowywać ich gęstość do mocy posiadanej tuby CO2.
- Odkryjesz techniczne metody na uzyskanie idealnie czystych krawędzi bez przypaleń, wykorzystując potencjał nadmuchu (air assist) oraz stołu typu plaster miodu.
- Zrozumiesz, jak zamawianie gotowych formatek dociętych pod wymiar pola roboczego pozwala zoptymalizować koszty produkcji i znacząco skrócić czas przygotowania materiału.
Czym jest sklejka do cięcia laserem i dlaczego różni się od zwykłej?
Sklejka do cięcia laserem to specjalistyczny materiał drewnopochodny, który przeszedł rygorystyczną selekcję pod kątem parametrów fizykochemicznych. W przeciwieństwie do standardowych płyt budowlanych, ten rodzaj podłoża jest projektowany z myślą o specyficznych wymaganiach, jakie stawia technologia cięcia laserowego. Proces ten polega na precyzyjnej sublimacji materiału za pomocą skupionej wiązki światła, co wymaga od struktury drewna absolutnej jednorodności. Każda anomalia wewnątrz arkusza może zniweczyć efekt wielogodzinnej pracy plotera.
Dlaczego sklejka z marketu budowlanego zazwyczaj zawodzi w profesjonalnym warsztacie? Odpowiedź kryje się w jej wnętrzu. Płyty ogólnodostępne są produkowane z myślą o wytrzymałości konstrukcyjnej, a nie o estetyce krawędzi po wypaleniu. Często zawierają one tzw. sęki wypadające lub dziury w środkowych warstwach, które są maskowane szpachlą o wysokiej zawartości minerałów. Gdy sklejka do cięcia laserem zostaje zastąpiona produktem niskiej jakości, operatorzy często odnotowują niedocięcia. Wiązka lasera CO2 o mocy 80W lub 100W traci swoją skuteczność, gdy napotka ukryty, twardy sęk dębowy wewnątrz miękkiej struktury brzozowej. Powoduje to konieczność ręcznego wycinania elementów, co zwiększa ilość odpadów o około 20 procent w skali jednego zamówienia.
Kluczowe cechy profesjonalnego materiału to niska zawartość żywicy oraz brak pustek powietrznych. Nadmiar naturalnych żywic w drewnie iglastym powoduje, że podczas obróbki termicznej powstają tłuste, ciemne wykwity, które są niezwykle trudne do usunięcia nawet przy użyciu papieru ściernego o wysokiej gradacji. Wyselekcjonowana sklejka do cięcia laserem gwarantuje powtarzalność procesu, co pozwala na precyzyjne wycenianie zleceń i minimalizację strat materiałowych.
Rola spoiny: Dlaczego klej suchotrwały to podstawa?
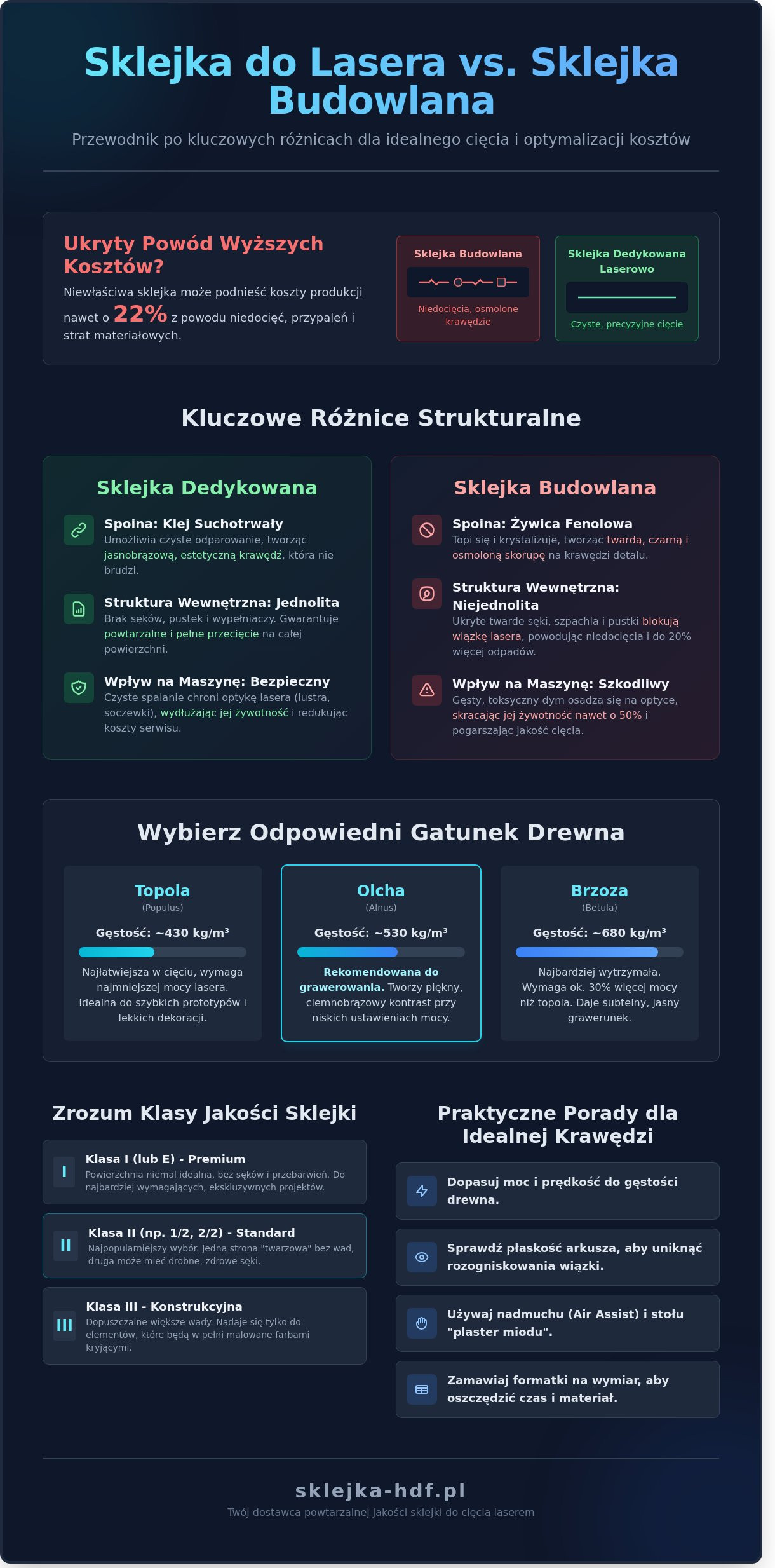
Rodzaj użytego spoiwa determinuje nie tylko łatwość cięcia, ale przede wszystkim wygląd gotowego produktu. Sklejki wodoodporne wykorzystują żywice fenolowo-formaldehydowe, które pod wpływem wysokiej temperatury topią się i krystalizują, tworząc twardą, czarną skorupę na krawędzi. Jest to efekt niepożądany w produkcji dekoracyjnej. Standardem dla ploterów laserowych jest klej suchotrwały mocznikowo-formaldehydowy. Pozwala on uzyskać krawędź w kolorze jasnego brązu, która nie brudzi rąk i wygląda estetycznie bez dodatkowej obróbki. Dodatkowo spalanie niewłaściwych spoin emituje gęsty, toksyczny dym, który osadza się na soczewkach i lustrach maszyny, skracając żywotność optyki o połowę.
Klasy jakości sklejki (1/2, 2/2) – co oznaczają w praktyce?
Oznaczenia klas informują o dopuszczalnej liczbie wad na powierzchni arkusza. Klasa I (często oznaczana jako E) to powierzchnia niemal nieskazitelna, idealna do projektów premium. W codziennej praktyce najczęściej wybierana jest klasa 2/2 lub 1/2. Oznacza to, że jedna strona jest wyselekcjonowana jako „twarzowa”, na której nie znajdziemy sęków ani przebarwień. Druga strona może posiadać drobne, zdrowe sęki o średnicy do 6 mm lub delikatne smugi mineralne. Przy grawerowaniu zdjęć lub logotypów należy zawsze wybierać stronę o jednolitym usłojeniu, ponieważ każda zmiana gęstości drewna wpływa na głębokość i odcień grawerunku. Klasa III jest dopuszczalna jedynie w elementach konstrukcyjnych, które będą malowane farbami kryjącymi.
Najlepsze gatunki drewna do obróbki laserowej
Wybór odpowiedniego gatunku surowca determinuje nie tylko estetykę gotowego produktu, ale przede wszystkim parametry pracy plotera. Gęstość drewna bezpośrednio przekłada się na wymaganą moc tuby CO2 oraz prędkość posuwu głowicy. Przykładowo, sklejka brzozowa o gęstości około 650-700 kg/m³ stawia znacznie większy opór wiązce lasera niż sklejka topolowa, której gęstość oscyluje w granicach 400-450 kg/m³. W praktyce oznacza to, że przy tej samej grubości 3 mm, cięcie brzozy może wymagać o 30% większej mocy lasera, aby uzyskać czystą krawędź bez nadpaleń.
Estetyka grawerowania to kolejny aspekt, gdzie gatunek drewna odgrywa kluczową rolę. Olcha jest ceniona przez rzemieślników za zdolność do tworzenia głębokich, ciemnobrązowych kontrastów przy stosunkowo niskich ustawieniach mocy. Brzoza oferuje bardziej subtelne, jasnobrązowe przejścia tonalne, co sprawdza się w przypadku drobnych tekstów i logotypów. Ważnym czynnikiem technicznym pozostaje stabilność wymiarowa. Zjawisko łódkowania, czyli wyginania się arkuszy pod wpływem temperatury, występuje najczęściej w materiałach o wilgotności przekraczającej 12%. Profesjonalna sklejka do cięcia laserem powinna być selekcjonowana pod kątem płaskości, aby uniknąć rozogniskowania wiązki podczas pracy na dużych formatach.
Podczas planowania produkcji seryjnej warto zestawić właściwości różnych gatunków w formie krótkiego porównania:
- Brzoza: Wysoka twardość, jasna barwa, doskonała do detali mechanicznych.
- Topola: Bardzo lekka, kremowy odcień, najszybszy czas obróbki.
- Olcha: Wyraźne usłojenie, najlepszy kontrast graweru, średnia twardość.
Sklejka brzozowa – król wytrzymałości i precyzji
Arkusze brzozowe o grubości 3 mm stanowią obecnie standard rynkowy w Polsce. Ich popularność wynika z unikalnej struktury krzyżowej, która gwarantuje sztywność nawet przy bardzo cienkich elementach. Brzoza jest bezkonkurencyjna przy produkcji puzzli, przekładni mechanicznych czy ażurowych dekoracji, gdzie liczy się każdy ułamek milimetra. specyfikacja techniczna sklejki brzozowej wskazuje na jej wysoką odporność na ściskanie i zginanie, co pozwala na tworzenie trwałych konstrukcji 3D. W projektach wymagających większej nośności, takich jak regały czy organizatory biurowe, stosuje się grubości od 6 mm do 10 mm. Gęste usłojenie sprawia, że krawędzie po cięciu pozostają twarde i nie kruszą się pod naciskiem.
Sklejka topolowa – lekkość i szybkość cięcia
Topola to materiał pierwszego wyboru dla projektantów stawiających na ekonomię i szybkość realizacji. Dzięki niskiej masie własnej, sklejka do cięcia laserem z topoli pozwala na zwiększenie prędkości pracy maszyny o około 25% w stosunku do brzozy. Jest to kluczowe przy wielonakładowych zleceniach na makiety architektoniczne lub lekkie ozdoby okolicznościowe. Należy jednak pamiętać, że topola jest materiałem miękkim. Jej wytrzymałość na złamania jest o blisko 45% niższa niż w przypadku gatunków liściastych o dużej gęstości. Nie zaleca się jej do elementów ruchomych lub często dotykanych, ponieważ łatwo ulega wgnieceniom. Jeśli szukasz materiałów o powtarzalnej jakości do swoich projektów, sprawdź naszą ofertę na płyty cięte na wymiar, które zapewniają stabilność parametrów podczas obróbki.
Parametry techniczne: Jak dopasować sklejkę do mocy lasera?
Efektywność obróbki zależy od precyzyjnego zsynchronizowania mocy źródła CO2 z prędkością posuwu głowicy. Sklejka do cięcia laserem o grubości 3 mm wymaga zazwyczaj mocy rzędu 40-60 W przy prędkości 15-25 mm/s. Gdy grubość arkusza wzrasta dwukrotnie, zapotrzebowanie na energię nie rośnie liniowo. Materiał 6 mm stawia znacznie większy opór, co wymusza redukcję prędkości nawet o 60-70% lub zwiększenie mocy do poziomu 80-100 W. Kluczowym wyzwaniem są niedocięcia, które pojawiają się w miejscach o zwiększonej gęstości, na przykład przy sękach wewnętrznych lub nadmiarze kleju w spoinie. Aby ich uniknąć, operatorzy często stosują naddatek mocy o wartości 5-10% powyżej teoretycznego minimum.
Wilgotność surowca bezpośrednio wpływa na proces pirolizy. Idealny arkusz powinien posiadać wilgotność na poziomie 8-12%. Jeśli parametr ten przekroczy 15%, energia lasera zostanie w dużej mierze zużyta na odparowanie wody, a nie na przecinanie włókien celulozy. Skutkuje to zwęglonymi, „brudnymi” krawędziami i powstawaniem gęstego dymu, który osiada na optyce maszyny. Poniższa tabela przedstawia orientacyjne wartości dla najpopularniejszych konfiguracji sprzętowych stosowanych w polskich warsztatach:
| Grubość materiału | Sugerowana moc (W) | Prędkość posuwu (mm/s) | Ciśnienie nadmuchu (Air Assist) |
|---|---|---|---|
| 3 mm | 40 – 60 | 15 – 25 | Niskie / Średnie |
| 4 mm | 60 – 80 | 12 – 18 | Średnie |
| 6 mm | 80 – 100 | 7 – 12 | Wysokie |
| 10 mm | 130+ | 3 – 5 | Bardzo wysokie |
Cięcie sklejki 3mm vs 6mm – kluczowe różnice
Przy pracy z materiałem 6 mm drastycznie wzrasta ryzyko zapalenia się krawędzi. Dłuższy czas ekspozycji na wiązkę powoduje kumulację ciepła w szczelinie cięcia. Aby temu zapobiec, konieczne jest użycie silnego nadmuchu powietrza (Air Assist), który zdmuchuje płomień i chłodzi strefę obróbki. W przypadku grubych arkuszy kluczowe jest ustawienie ogniskowej. Soczewkę należy ustawić tak, aby punkt skupienia znajdował się w 1/3 lub 1/2 grubości materiału, a nie na jego powierzchni. Jeśli dysponujesz laserem o mocy poniżej 60 W, przy 6 mm grubości warto zastosować cięcie wieloprzebiegowe. Dwa szybkie przejścia często dają czystszą krawędź niż jedno bardzo wolne.
Grawerowanie laserowe: Jak uzyskać idealny kontrast?
Osiągnięcie głębokiego, ciemnego graweru wymaga precyzyjnego balansu między rozdzielczością DPI a mocą. Standardem dla detali jest 300-500 DPI. Wyższe wartości mogą nadmiernie przypalać drobne elementy. Grawerowanie rastrowe najlepiej sprawdza się przy zdjęciach i wypełnieniach, natomiast wektorowe pozwala na szybkie nanoszenie konturów. Wybierając odpowiednią odmianę, jaką jest sklejka do cięcia laserem, pamiętaj o gatunku drewna. Brzoza daje ciemniejszy, bardziej kontrastowy grawer niż jasna topola. Po zakończeniu pracy osad z dymu najlepiej usunąć delikatnie drobnym papierem ściernym o gradacji 180-240 lub przemyć powierzchnię benzyną ekstrakcyjną, o ile materiał nie był wcześniej lakierowany.
Praktyczne porady: Jak uzyskać czyste krawędzie bez przypaleń?
Osiągnięcie perfekcyjnej krawędzi podczas pracy z laserem CO2 zależy od synergii między jakością surowca a ustawieniami maszyny. Kluczowym elementem tego procesu jest system nadmuchu, znany jako air assist. Stały strumień sprężonego powietrza, kierowany bezpośrednio w punkt styku wiązki z drewnem, pełni dwie krytyczne funkcje. Po pierwsze, błyskawicznie chłodzi miejsce cięcia, co zapobiega karbonizacji krawędzi. Po drugie, wypycha dym oraz gazy powstające podczas spalania kleju i włókien. Dla uzyskania jasnego rantu przy materiale takim jak sklejka do cięcia laserem, zaleca się stosowanie ciśnienia na poziomie od 2 do 4 barów. Zbyt słaby nadmuch skutkuje osadzaniem się sadzy, natomiast jego brak może doprowadzić do zapłonu oparów żywicy.
Równie istotne jest ograniczenie kontaktu materiału z podłożem roboczym. Standardowe stoły nożowe lub typu plaster miodu (honeycomb) redukują powierzchnię styku o ponad 90%. Pozwala to uniknąć zjawiska odbijania się wiązki od metalowych elementów, które powoduje nieestetyczne nadpalenia na spodzie formatki. Jeśli pracujesz nad projektami wymagającymi najwyższej estetyki, zastosuj technikę maskowania. Oklejenie powierzchni szeroką, papierową taśmą malarską o słabym kleju skutecznie chroni lico przed osadami dymnymi. Taśmę należy usunąć bezpośrednio po zakończeniu pracy, aby uniknąć problemów z migracją kleju w strukturę drewna.
Stabilność wymiarowa i płaskość arkusza to parametry, o które musisz zadbać jeszcze przed uruchomieniem plotera. Przechowuj płyty wyłącznie w pozycji poziomej, najlepiej na płaskich paletach lub regałach. Unikaj składowania sklejki bezpośrednio na betonowej posadzce, która oddaje wilgoć. Optymalne warunki w warsztacie to wilgotność powietrza w granicach 45-55% oraz temperatura około 20 stopni Celsjusza. Nagłe skoki wilgotności powodują naprężenia wewnętrzne, co prowadzi do wyginania się formatek w „łódkę”. Wygięty materiał uniemożliwia zachowanie stałej ogniskowej, co drastycznie pogarsza jakość cięcia w różnych punktach stołu.
Zwalczanie efektu „back-flash” i okopceń
Aby całkowicie wyeliminować ślady przypaleń na spodzie, warto zdystansować materiał od stołu za pomocą specjalnych pinów lub magnesów. Podniesienie arkusza o 10-15 mm sprawia, że odbita wiązka ulega rozproszeniu, zanim dotknie drewna. Pamiętaj też o regularnej konserwacji optyki. Zabrudzona soczewka traci do 25% mocy i rozprasza punkt skupienia, co zmusza do zmniejszenia prędkości pracy i potęguje efekt przypalania krawędzi. Czyszczenie soczewki izopropanolem po każdych 6-8 godzinach pracy to standard w profesjonalnych zakładach.
Przygotowanie plików i optymalizacja rozkroju
Efektywne wykorzystanie materiału zaczyna się w oprogramowaniu CAD. Stosowanie wspólnych linii cięcia dla sąsiadujących elementów pozwala skrócić czas pracy lasera o 15-20% i zmniejsza liczbę startów wiązki, co ogranicza ryzyko nadpaleń w narożnikach. Zawsze zachowuj margines bezpieczeństwa wynoszący minimum 5 mm od krawędzi formatki. W hierarchii operacji ustaw najpierw grawerowanie, potem wycinanie otworów wewnętrznych, a na samym końcu obrys zewnętrzny. Taka kolejność gwarantuje, że detal nie przesunie się po wpadnięciu do stołu przed zakończeniem wszystkich procesów.
Formatki na wymiar od Sklejka HDF – Twoja przewaga w produkcji
Wybór odpowiedniego surowca to fundament wydajnej pracy, jednak to precyzyjne przygotowanie materiału decyduje o finalnej marży Twojego projektu. Zamawiając formatki docięte pod konkretny wymiar pola roboczego Twojego urządzenia, eliminujesz najbardziej czasochłonny etap przygotowawczy. Sklejka do cięcia laserem dostarczana w gotowych arkuszach pozwala na natychmiastowe rozpoczęcie pracy zaraz po rozpakowaniu przesyłki. W praktyce warsztatowej oznacza to oszczędność od 2 do 4 godzin tygodniowo, które zazwyczaj poświęca się na wstępne dzielenie dużych płyt formatu 2500×1250 mm na mniejsze elementy.
Precyzja formatowania w Sklejka HDF opiera się na nowoczesnym parku maszynowym, który gwarantuje powtarzalność wymiarową z tolerancją do 0,5 mm. Taka dokładność jest niezbędna w produkcji seryjnej, gdzie każdy milimetr przesunięcia na stole roboczym może generować błędy w pozycjonowaniu projektu. Stosowanie idealnie dociętych formatek minimalizuje ryzyko kolizji głowicy lasera z krawędzią materiału, co bezpośrednio wpływa na żywotność podzespołów Twojej maszyny.
Optymalizacja kosztów w firmie produkcyjnej nierozerwalnie wiąże się z zarządzaniem odpadami. Wybierając formatki na wymiar, płacisz za realnie wykorzystaną powierzchnię, a nie za ścinki, które zalegałyby w Twoim magazynie. To podejście nie tylko ekonomiczne, ale i ekologiczne. Zmniejszenie ilości odpadów o 12-15% w skali roku pozwala na realne zwiększenie rentowności przy zachowaniu tej samej skali produkcji. Nasza sklejka do cięcia laserem jest selekcjonowana tak, aby każdy dostarczony centymetr kwadratowy nadawał się do finalnego wykorzystania.
Nasza oferta: Sklejka brzozowa, topolowa i płyty HDF
W naszym zakładzie w Spytkowicach utrzymujemy stałe stany magazynowe najpopularniejszych grubości, od 3 mm do 18 mm. Sklejka brzozowa cieszy się największym uznaniem ze względu na swoją gęstość i jasną, estetyczną powierzchnię, która doskonale przyjmuje bejce i lakiery. Dla projektów wymagających mniejszej wagi lub obróbki na laserach o niższej mocy, proponujemy sklejkę topolową, która charakteryzuje się wyjątkową miękkością i łatwością cięcia.
- Sklejka 3mm i 4mm: Idealna do topperów, zaproszeń i modeli architektonicznych.
- Płyty HDF: Doskonała, ekonomiczna alternatywa do grawerowania tabliczek znamionowych i dyplomów; zapewnia wysoki kontrast bez widocznych słojów.
- Grubości 10-18mm: Stosowane w elementach konstrukcyjnych mebli i dekoracjach 3D.
Każde zamówienie może zostać spersonalizowane poprzez nasz intuicyjny konfigurator online. Pozwala on na precyzyjne określenie wymiarów oraz rodzaju materiału, co znacznie przyspiesza proces ofertowania i realizacji zlecenia.
Szybka wysyłka i bezpieczne pakowanie
Transport materiałów drewnopochodnych wymaga rygorystycznych standardów, aby zapobiec ich wypaczaniu. Wiemy, jak frustrująca jest praca na wygiętym materiale, dlatego stosujemy specjalistyczne systemy pakowania, które utrzymują arkusze w idealnym poziomie. Każda paczka jest zabezpieczona przed wilgocią i uszkodzeniami mechanicznymi krawędzi, co gwarantuje, że otrzymasz produkt najwyższej jakości.
Obsługujemy zarówno klientów detalicznych, realizujących jednostkowe projekty, jak i duże zakłady produkcyjne wymagające regularnych dostaw hurtowych na terenie całej Polski. Nasza logistyka jest zoptymalizowana pod kątem szybkości, dzięki czemu większość standardowych zamówień trafia do odbiorców w ciągu 48-72 godzin od potwierdzenia. Jeśli szukasz rzetelnego partnera, który dostarczy Ci materiał idealnie dopasowany do Twoich potrzeb, możesz zamówić darmową wycenę swoich formatek do lasera już dziś! Nasz zespół ekspertów pomoże Ci dobrać optymalne rozwiązanie, które zwiększy efektywność Twojej produkcji.
Zoptymalizuj procesy produkcyjne dzięki profesjonalnej sklejce
Wybór odpowiedniego materiału to fundament efektywnej produkcji w 2026 roku. Selekcjonowana sklejka brzozowa i topolowa eliminuje ryzyko powstawania ukrytych wad wewnątrz warstw, co przekłada się na pełną powtarzalność każdego wycinanego detalu. Precyzyjne dopasowanie parametrów technicznych materiału do mocy Twojego urządzenia pozwala uniknąć powstawania kosztownych odpadów i znacznie skraca czas obróbki wykańczającej. Stabilność surowca gwarantuje czyste krawędzie bez zbędnych nadpaleń, co bezpośrednio podnosi estetykę produktu końcowego.
W serwisie sklejka-hdf.pl dostarczamy rozwiązania skrojone pod konkretne wymagania techniczne i projektowe. Oferujemy formatki docięte z dokładnością do 1mm, co pozwala natychmiastowo rozpocząć pracę bez konieczności czasochłonnego przygotowania arkuszy w parku maszynowym. Każda zamówiona sklejka do cięcia laserem pochodzi z kontrolowanych partii o optymalnej wilgotności, co zapobiega odkształceniom podczas magazynowania. Nasz proces logistyczny zapewnia wysoką dynamikę działania, oferując wysyłkę towaru w ciągu 24 do 48 godzin od potwierdzenia zlecenia. Takie podejście buduje realną przewagę rynkową i zapewnia bezpieczeństwo ciągłości produkcji w każdym nowoczesnym warsztacie.
Skonfiguruj i zamów formatki sklejki do lasera na wymiar
Postaw na sprawdzone rozwiązania techniczne i podnieś standard swoich realizacji już dziś.
Najczęściej zadawane pytania dotyczące wyboru sklejki do lasera
Jaka jest najlepsza grubość sklejki do nauki cięcia laserem?
Najlepszą grubością sklejki do nauki cięcia laserem jest 3 mm. Taka grubość pozwala na szybką obróbkę przy zachowaniu stabilności konstrukcji i jest dostępna w cenie około 18-25 PLN za arkusz formatu A3. Materiał ten wybacza drobne błędy w ustawieniach mocy; proces cięcia generuje minimalną ilość dymu. Pozwala to początkującym operatorom na sprawne testowanie parametrów bez ryzyka uszkodzenia soczewki lasera przez nadmierne opary.
Czy każda sklejka brzozowa nadaje się do lasera?
Nie każda sklejka brzozowa jest odpowiednia, ponieważ kluczowy jest rodzaj użytego kleju. Do obróbki laserowej należy wybierać wyłącznie sklejkę suchotrwałą, oznaczoną jako klasa 1 lub 2, która zawiera spoiwo mocznikowo-formaldehydowe. Sklejki wodoodporne z klejem fenolowym podczas cięcia zwęglają się i tworzą twardy, czarny nagar. Dobra sklejka do cięcia laserem musi posiadać atest higieniczności E1, co gwarantuje niską emisję substancji szkodliwych podczas pracy.
Jak uniknąć czarnych brzegów przy cięciu sklejki?
Aby uniknąć czarnych brzegów, należy zastosować silny nadmuch powietrza (Air Assist) o ciśnieniu minimum 2 barów bezpośrednio w szczelinę cięcia. Ważne jest również precyzyjne ustawienie ogniskowej oraz dobranie maksymalnej prędkości przy optymalnej mocy lasera, co skraca czas kontaktu wiązki z krawędzią. Regularne czyszczenie optyki co 8 godzin pracy pozwala utrzymać stałą jakość wiązki; redukuje to efekt przypalenia o blisko 30% w porównaniu do zabrudzonych soczewek.
Czy można ciąć laserem sklejkę wodoodporną?
Cięcie sklejki wodoodpornej laserem jest możliwe, ale technicznie nieefektywne ze względu na ciemne, brudzące krawędzie. Klej fenolowy stosowany w tych płytach ma temperaturę wrzenia wyższą o około 50 stopni Celsjusza niż kleje suchotrwałe, co powoduje nadmierne zwęglanie drewna wokół cięcia. W efekcie krawędzie są czarne i osmolone. Wymaga to czasochłonnego szlifowania papierem ściernym o gradacji 180 lub 240, aby uzyskać estetyczny wygląd gotowego elementu.
Czym różni się sklejka topolowa od brzozowej w obróbce laserowej?
Sklejka topolowa jest o około 25% lżejsza od brzozowej i pozwala na cięcie z prędkością większą o 15-20% przy tych samych parametrach mocy. Brzoza charakteryzuje się gęstością na poziomie 650 kg/m3, co sprawia, że jest twardsza i lepiej nadaje się do grawerowania drobnych detali. Topola, o gęstości około 450 kg/m3, jest znacznie bardziej miękka; ułatwia to głębokie cięcie, ale może powodować większe strzępienie włókien przy krawędziach arkusza.
Jakie ustawienia lasera wybrać dla sklejki 3mm?
Dla najpopularniejszej sklejki 3mm i lasera CO2 o mocy 60W optymalne parametry to prędkość 20 mm/s przy mocy 65-75%. W przypadku słabszych ploterów o mocy 40W prędkość należy zredukować do około 10-12 mm/s, aby zapewnić pełne przecięcie materiału za jednym przejściem. Zawsze warto wykonać testowy kwadrat o boku 10 mm przed rozpoczęciem właściwego projektu. Pozwala to zaoszczędzić do 15% materiału traconego zazwyczaj na nieudane próby.
Gdzie kupić sklejkę do lasera dociętą na wymiar?
Profesjonalną sklejkę do cięcia laserem dociętą na wymiar można zamówić bezpośrednio w sklepie sklejka-hdf.pl, który oferuje precyzyjne formatowanie z dokładnością do 0,1 mm. Dostępność arkuszy o wymiarach od 100×100 mm do pełnych formatów pozwala na optymalizację kosztów i znaczną minimalizację odpadów produkcyjnych. Zamówienia realizowane są zazwyczaj w ciągu 48-72 godzin. Zapewnia to niezbędną ciągłość pracy pracowniom reklamowym i modelarskim w całej Polsce.
Czy płyta HDF jest lepsza do grawerowania niż sklejka?
Płyta HDF jest często lepszym wyborem do grawerowania bardzo szczegółowych grafik ze względu na swoją jednorodną strukturę i całkowity brak słojów. Gęstość HDF wynosi zazwyczaj powyżej 850 kg/m3, co pozwala na uzyskanie wysokiego kontrastu i ostrych krawędzi przy rozdzielczościach rzędu 500 DPI. Sklejka, jako materiał naturalny, posiada zmienną twardość w obrębie jednego arkusza. Może to prowadzić do nierównomiernej głębokości graweru, szczególnie przy projektach z dużymi powierzchniami wypełnienia.